Методика
автоматизированного проектирование операционных
заготовок в среде CAD – системы
Д.Д.
Куликов,
проф.,
д. т. н., проф., ddkulikov@mail.ru,
Университет ИТМО, г. Санкт-Петербург
В докладе изложена
методика автоматизированного проектирования операционных заготовок (ОЗ), принципиальной особенностью которой является:
применение метода добавляемых тел, создание в
CAD
- системе электронных геометрических моделей ОЗ параллельно с созданием параметрических моделей ОЗ,
встроенный в CAD
– систему макрос для расчета
операционных размеров и использование единого информационного пространства.
Реализация методики позволяет повысить уровень автоматизации для САПР
технологических процессов.
The report sets out the methodology of computer-aided
design operating the workpiece (OW), a concept which
is: use the added solids, CAD -electronic system of geometric models of OW
in parallel with the establishment of parametric models of OW, built-in CAD macro
system for calculating operating sizes and the use of a single informational
space. The implementation of methods allows you to increase the level of
automation in the designing of technological processes.
Проектирование операционных
заготовок является важной технологической задачей, от которой зависит решение
многих других технологических задач. Оставаясь в рамках общего подхода к
проектированию операционных заготовок, предлагается методика как дальнейшее
развитие ранее выполненных исследований [1] и позволяющая по-новому подойти к формированию
операционных заготовок. Принципиальные особенности данной методики заключаются
в следующем:
·
усилена
роль электронной геометрической модели (ЭГМ) детали и операционных заготовок [3];
·
использован
и существенно доработан метод добавляемых тел [1] при определении формы
операционных заготовок;
·
разработана
библиотека добавляемых тел, хранимая в CAD-системе;
·
появилась
возможность использовать параметрическую модель операционной заготовки при
проектировании технологических процессов;
·
совмещено
формирование ЭГМ операционных заготовок с получением параметрической модели
операционной заготовки;
·
применены
различные способы расчета операционных размеров;
·
используется
новый подход к составлению систем линейных уравнений для размерных цепей в
среде CAD
- системы;
·
появилась
возможность создания комплексной ЭГМ исходной заготовки, содержащую все ЭГМ
операционных заготовок для заданного процесса;
·
появилась
возможность применения имитационного моделирования для демонстрации
последовательности обработки заготовки с помощью комплексной ЭГМ исходной
заготовки;
·
используется
подход, основанный на проектировании операционной заготовки начиная от
последней операции и заканчивая проектированием исходной заготовки;
·
обеспечена
информационная совместимость между параметрическими моделями операционных
заготовок и детали на основе онтологии ТПП, а также совместимость с
параметрическими моделями технологических процессов.
В результате проектирования
операционных заготовок по разработанной методике получается комплекс моделей,
состоящий из множества моделей как ЭГМ операционных заготовок, так и
параметрических моделей ОЗ. Общая схема проектирования ТП с учетом предложенной
методики проектирования операционной заготовки приведена на рис. 1.
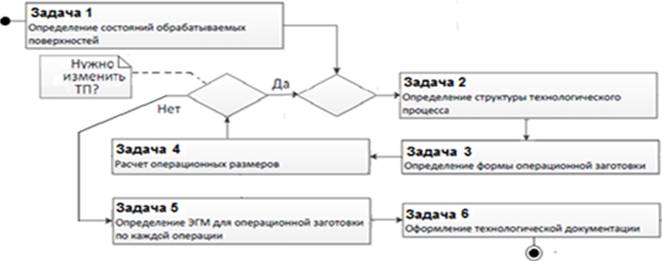
Рис. 1
Схема проектирования операционных заготовок
Задача
1. Для всех
поверхностей детали определяются планы обработки поверхностей, т.е. последовательные
состояния, которые они проходят при выполнении над ними соответствующих
переходов с указанием точности и шероховатости получаемых поверхностей.
Задача
2. Выполняется синтез
технологического процесса и определяется последовательность выполняемых
операций и переходов внутри операций.
Задача
3. Для каждой
операции в среде CAD
– системы выполняется синтез формы входной операционной заготовки путем
логического сложения ЭГМ выходной заготовки с ЭГМ добавляемого тела (ДТ),
выбранного из библиотеки конструктивных элементов CAD – системы (рис. 2). Символ ![]() означает логическое сложение, допускающее
пересечение двух тел и получение единого тела. Для формирования выходной
заготовки может использоваться несколько добавляемых тел. В результате получаем
входную заготовку для данной операции.
означает логическое сложение, допускающее
пересечение двух тел и получение единого тела. Для формирования выходной
заготовки может использоваться несколько добавляемых тел. В результате получаем
входную заготовку для данной операции.
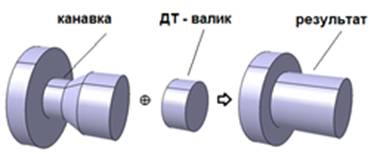
рис. 2
Применение добавляемого тела «валик» для закрытия канавки
Процесс синтеза идет от
последней операции к первой, поэтому выходной заготовкой для последней операции
выступает ЭГМ детали. Примеры ДТ приведены ниже в таблице 1.
Таблица
1
Примеры типовых добавляемых
тел
|
№ |
Тип |
Эскиз |
3D-модель |
|
1 |
Валик |
|
|
|
2 |
Диск |
|
|



В качестве CAD – системы используется система «CATIA v5», для которой разработаны макросы
для работы с ДТ. Когда из библиотеки выбрано ДТ, то для него выводится на экран
дисплея таблица параметров, позволяющая уточнить топологию ДТ путем выбора тех
или иных параметров, а размеры ДТ – заданием значений параметров.
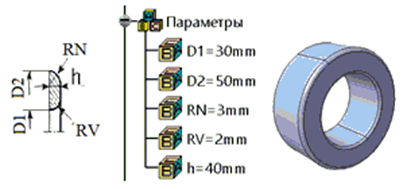
Рис. 3 Дерево построения ДТ «Диск» и его графический
образ
Как видно из рисунка,
задавая параметры получаем объемное графическое ДТ и
далее логическим сложением присоединяем его к выходной заготовке.
Последовательно пооперационно присоединяя ДТ получим для первой операции входную заготовку, которая
является исходной заготовкой для технологического процесса. Принципиально
важным является то, что полученный графический файл содержит в себе все ЭГМ
операционных заготовок и ЭГМ детали. Полученная модель названа «комплексной
ЭГМ». Если последовательно в порядке обратном присоединению
ДТ отключать от комплексной ЭГМ соответствующие вершины в дереве построения
объектов, то мы визуально моделируем процесс получения операционных заготовок.
Макросы для вывода ДТ
составлены таким образом, что параллельно с проектированием ЭГМ операционной
заготовки автоматически идет процесс формирования параметрической модели
операционной заготовки. Для этого к параметрической модели детали (MP) для каждой операции добавляется
информация, описывающей добавляемой тело, состояние его поверхностей и его
положение относительно выходной заготовки детали. В результате получается кроме
графического файла и файл с параметрическими моделями ОЗ
в формате XML.
Полученные файлы дорабатываются при решении последующих задач проектирования
ОЗ. Параметрические модели ОЗ позволяют достаточно
простыми процедурами выбирать информацию об ОЗ при проектировании
технологических процессов.
Задача
4. На основе анализа
технологического процесса выполняется простановка технологических баз и
операционных размеров на моделях ОЗ, что позволяет
выполнить расчет операционных размеров. В
данной работе реализована модифицированная методика расчета операционных
размеров. Методика основа на предположении, что размерные цепи
возможно формировать пооперационно (от последней
операции к первой). При проектировании каждой операции определяется
в какую размерную цепочку попадает операционный размер и с каким знаком. В
данном случае возможно на ранней стадии проектирования (без определения всех
операций) выявить отрицательные результаты, выполнить доработку операций,
повторить расчет, вплоть до получения положительных результатов.
Реализация представленной методики расчета операционных размеров возможна
только в среде CAD-системы. В данном случае использована система «CATIA v5», для которой разработан макрос, рассчитывающий
операционные размеры на основе ЭГМ операционных заготовок. Составление
размерных цепей выполняется автоматически, за счет последовательного изменения
размеров элементов 3D-модели, которые определяют технологический размер, если с
увеличением технологического размера увеличивается и конструкторский, тогда
технологический размер является увеличивающим, если уменьшается – уменьшающим.
Изменение технологических размеров ведется в пределах их поля допуска. Если расчет
оказался неудачным (неправильно выбраны базы), то осуществляется возврат к
задаче определения структуры операции для последующей новой простановки баз.
Задача
5. Оформление ЭГМ
операционных заготовок в соответствии с результатами расчета операционных
размеров. Выполняется простановка номинальных величин операционных размеров и
их точность по каждой ЭГМ выходной заготовки для всех операций. Кроме того,
проставляется шероховатость поверхности и допустимые отклонения от формы или от
взаимного расположения поверхностей заготовки и т. д. Таким образом
заносятся все атрибуты ЭГМ операционных заготовок, необходимые для последующего
формирования операционных эскизов.
Задача
6. Оформление карт с
операционными эскизами с помощью CAD-системы,
т.е. переход от ЭГМ операционных заготовок к их плоским проекциям. Качество
выполнения зависит правильного проецирования плоскостей обозначений и указаний,
в которых находятся стрелки размеров, обозначения баз и текстовая информация.
Выводы
Реализация предложенной методики
показала правильность предложенного подхода к автоматизированному формированию
операционных заготовок.
Разработанные
программные модули предоставляют удобный аппарат манипулирования операционными
заготовками, что позволяет сократить трудоемкость и стоимость их проектировании на 15 - 30%.
Предложенные методики проектирования
операционных заготовок позволяют организовать единое информационное
пространство для параметрических моделей деталей и операционных
заготовок, создаваемых параллельно с ЭГМ и обеспечивают удобный доступ к
этим объектам из модулей, решающих технологические задачи, что позволит
повышать уровень автоматизации решения этих задач в условиях виртуального
предприятия.
Литература
1.
Куликов Д.Д., Яблочников Е.И. Проектирование
операционных заготовок с использованием трехмерных CAD-систем.- Известия высших учебных заведений. Приборостроение, №3, 2002, с.65
2.
ГОСТ
2.052-2006. Электронная модель изделия. Общие положения.
3.
Куликов
Д.Д., Бабанин В.С. Создание параметрической модели детали в среде CAD-системы
// Научно-технический вестник Санкт-Петербургского государственного
университета информационных технологий, механики и оптики, 2014. Т.57, №8, С.
26 – 29.