Управление
процессом ректификации
В.Л. Чечулин,
ст. препод., chechulinvl@mail.ru,
Д.Н. Сафонова,
ПГНИУ, Пермь
В работе рассматривается
модель для управления химико-технологическим процессом ректификации, разделения
жидкой смеси на разнокипящие чистые компоненты. Посредством модели
рассчитывается оптимальное флегмовое число и
доля примеси в готовом продукте. Рассчитывается рекомендуемое флегмовое
число для двухкомпонентной жидкой смеси при изменчивом и фиксированном составе,
а так же для многокомпонентной смеси изменчивого состава, при минимизации
дополнительных издержек процесса.
The
paper presents a model to control of chemical-technological processes of
rectification, and separation of the liquid mixture at pure components. Through
of the model to calculate the optimal reflux ratio and the proportion of
impurities in the final product. Calculated recommended reflux ratio for the
two-component liquid mixture variable and fixed composition, as well as for
multi-component mixture variable composition, while minimizing the additional
costs of the process.
Рассматривается
химико-технологический процесс ректификации, при составе исходной жидкой смеси
не являющемся постоянным,— изменчивым. Поэтому, для управления процессом
необходимо учитывать реальное значение флегмового числа, а не теоретическое
которое может отличаться от реального значения.
Рассмотрим процесс ректификации для бинарной
системы масляного и изомасляного альдегида. Высококипящим компонентом является
- масляный альдегид, а низкокипящим – изомасляный альдегид, его необходимо
очистить от масляного альдегида.
Введем основные понятия:
Коэффициент относительной летучести разделяемых
компонентов
![]() , (1)
, (1)
где РМ - давление насыщенного пара масляного
альдегида, РИм – давление насыщенного пара изомасляного альдегида
при определенной температуре очистки. Рм<Pим т.е.
коэффициент относительной летучести всегда больше единицы в технологически
допустимом диапазоне.[1]
Коэффициент относительной летучести определяется из
построенной модели бинарной системы масляный альдегид — изомасляный
альдегид (см. [2]).
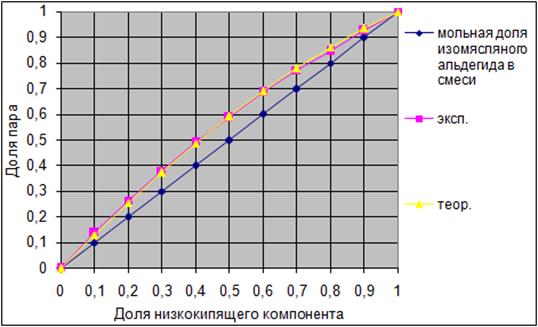
рис.
1. Диаграмма системы масляный–изомасляный альдегид
Значения теоретической функции аппроксимировали и
получили уравнение 0.00002+1.34119·x-0.28993·x2-0.05126·x3,
с помощью которого в дальнейшем по доле НКК (xF) в дистилляте определяем долю равновесного с ним пара y*F
(см. рис. 1).
Определим минимальное количество флегмы по формуле
(см. [3])
![]() , (2)
, (2)
где yF* - состав пара равновесный с xF,
xF - доля НК компонента в смеси,
xD – доля НК компонента в
дистилляте (задается химическим процессом).
Коэффициент очистки от примеси рассчитывается по
следующей формуле [4]
![]() , (3)
, (3)
где ![]() - коэффициент
относительной летучести,
- коэффициент
относительной летучести,
![]() - количество флегмы,
изменяется от Rmin до 15 (определяется технологией производства).
- количество флегмы,
изменяется от Rmin до 15 (определяется технологией производства).
По полученному коэффициенту очистки теоретически
рассчитывается количество примеси в готовом продукте по формуле
![]() (моль/с.), (4)
(моль/с.), (4)
где хМ (моль/с.) – массопоток НК
компонента.
Доля примеси составит
![]() (5)
(5)
Будем предполагать требуемую долю примеси в готовом
продукте равной или меньшей 0,0001.
Установлено, что при наличии одного главного
параметра качества процесса и одного параметра управления пространство состояний химико-технологического
процесса трёхмерно. Это условие является как необходимым, так и достаточным для
представления химико-технологического процесса.
Необходимость трёхмерности следует из
технологического смысла задачи управления ввиду того, что пространство
состояний соответствует трёхмерности параметров процесса:
1. Мера качества процесса.
2.
Параметр управления.
3. Экономический параметр.
Достаточность трёхмерности (по теореме о
размерности[1]) следует из того, что математический
аппарат описания пространства состояний химико-технологического процесса
позволяет, ввиду взаимной упорядоченности вышеуказанных подпространств
состояний процесса, оперировать не более чем 3-мерными пространствами. [5, с.
30-32]
Основным экономическим параметром является
стоимость одного кДж (CostQ) необходимого для очистки от примеси. Стоимость
представляется приближенная к реальности. Приведены модельные данные по
стоимости.
Составим функцию очистки НК компонента от примеси,
т. е. функцию затрат на очистку.
![]() (ден.ед.), (6)
(ден.ед.), (6)
где xИМ – массопоток НК
(изомасляного альдегида) компонента подаваемого на вход (моль/с.),
HиспИМ – теплота испарения
изомасляного альдегида,
HиспМ – теплота испарения
масляного альдегида,
PartAdd – доля примеси (масляного
альдегида).
Составим функцию дополнительных затрат,
характеризующую затраты на доочистку смеси в случае, если не была достигнута
желаемая степень очистки.
![]() (ден. ед.), (7)
(ден. ед.), (7)
где хМ — массопоток ВК (масляного
альдегида) компонента подаваемого на вход (моль/с.),
φр – флегмовое число
соответствующее полученной степени очистки,
φжел – флегмовое число
соответствующее желаемой степени очистки 0,0001.
Тогда функция всех затрат будет представлять собой
сумму двух описанных выше функций.
![]() (ден.ед.) (8)
(ден.ед.) (8)
По суммарной функции и
будем производить минимизацию затрат. Для решения задачи оптимизации процесса
ректификации и для управления качеством химического процесса, в части ректификационной
колонны, применяется метод пространств и состояний.
Пространство состояний задачи:
1)
Параметр качества - доля полученного чистого продукта.
2)
Параметр управления – флегмовое число.
3)
Экономический параметр - сумма затрат на очистку и дополнительных затрат
на очистку от ненужного компонента.
Оптимальное флегмовое число определим методом
касательных. Т.к. функция непрерывна, имеете первую, второю и третью
производные, а также имеется определенный диапазон поиска.
После нахождения минимума
функции осуществляется проверка на устойчивость найденного оптимума.
Устойчивость определяется неподвижной точкой.
Для того что бы определить
реальное флегмовое число необходимо смоделировать реальный процесс ректификации
для бинарной смеси на примере масляного и изомасляного альдегидов и для
многокомпонентной смеси.
Рассмотрим метод расчета коэффициента отклонения
реального флегмового числа от теоретического при фиксированном составе жидкой
двухкомпонентной смеси. Для этого необходимо принять теоретическое флегмовое
число за единицу, т. к. оно будет наименьшим, и смоделировать процесс
отклонения реального флегмового числа от теоретического на 1% используя метод
малой вариации параметра управления.
В случае наличия реальных данных за ![]() и
и ![]() принимаются реальные значения.
принимаются реальные значения.
Для тестирования метода управления генерируются
данные приближенные к реальности, учитывающие неточности измерений и возмущения
входных параметров процесса.
К полученному множеству точек применим метод главных компонент [6]. Метод главных
компонент обычно используется для снижения размерности пространства наблюдений.
В данном случае рассмотрим двумерную систему наблюдений, а метод главных
компонент будем использовать только для поиска первой главной компоненты, что
бы определить коэффициент отклонения реального флегмового числа от теоретического
значения.
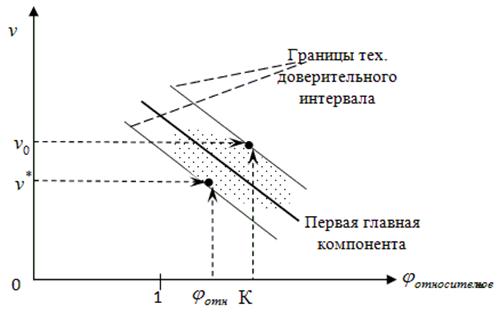
рис.
2. Графическая иллюстрация метода определения рекомендуемого флегмового числа
Проведем
верхнюю границу доверительного интервала на расстоянии хвостов нормального
обратного распределения. Для этого определим расстояние от каждой точки
множества с координатами (![]() ,
,![]() ) до главной
компоненты.
) до главной
компоненты.
Тогда
среднее квадратичное отклонение
 , (9)
, (9)
где
![]() - расстояние от первой
главной компоненты до точки с координатами
- расстояние от первой
главной компоненты до точки с координатами ![]() , n – количество смоделированных точек.
, n – количество смоделированных точек.
Так как верхняя граница
доверительного интервала параллельна первой главной компоненте, то уравнение
верхней границы доверительного интервала
![]() , (10)
, (10)
где ![]() - значение функции стандартного
нормального распределения с математическим ожиданием 0, среднеквадратичным отклонением
- значение функции стандартного
нормального распределения с математическим ожиданием 0, среднеквадратичным отклонением ![]() и вероятностью 0,95.
и вероятностью 0,95.
Следовательно, K -
абсцисса точки пересечения верхней границы доверительного интервала и прямой соответствующей
норме примеси в готовом продукте ![]() (см. рис. 2) определяет коэффициент отклонения
теоретического флегмового числа от его реального значения, тогда реальное значение
флегмового числа определяется по формуле
(см. рис. 2) определяет коэффициент отклонения
теоретического флегмового числа от его реального значения, тогда реальное значение
флегмового числа определяется по формуле
![]() . (11)
. (11)
Рассмотрим метод расчета коэффициента отклонения
реального флегмового числа от теоретического при изменчивом составе жидкой
двухкомпонентной смеси.
В данном случае необходимо применять метод окон,
т.е. постепенно двигаться по множеству смоделированных точек на одно
моделирование вперед, окном в 20 моделирований (см. рис. 3). По данному
множеству 20-ти точек способом, описанным выше, определяется K - коэффициент
отклонения реального флегмового числа, но в этом случае в качестве
теоретической единицы будем полагать среднее арифметическое реальных флегмовых
чисел, т. к. это множество реальных флегмовых чисел не упорядочено друг
относительно друга и так по всем смоделированным точкам.
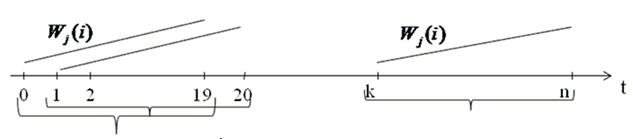
рис.
3. Графическая иллюстрация метода окон
Вычисляя коэффициент K по
методу окон, при моделировании учитывается вес точки реального флегмового числа
в ковариационной матрице в методе главных компонент, который вычисляется по
весовой функции [7].
А так же учитывается вес
точки реального флегмового числа при вычислении среднего арифметического, для
определения теоретической единицы. В этом случае используется весовая функция
следующего вида
![]() , (12)
, (12)
где i –
номер смоделированной точки.
Тогда элементы матрицы
ковариации будут вычисляться по следующему алгоритму:
![]() ,
,  , (13)
, (13)
Среднее значение:
 , (14)
, (14)
Элементы матрицы
ковариации:
 ,
,  ,
,  , (15)
, (15)
Рассмотрим метод расчета коэффициента отклонения
реального флегмового числа от теоретического при изменчивом составе жидкой
многокомпонентной смеси [8]. Разделим все вещества на три группы по
температурам кипения. Одна из групп будет очень иметь низкую температуру
кипения и тогда будем разделять фактически две остальные группы. Моделирование
ведётся для наихудшего случая,— из каждой из двух этих различных групп
выбираются вещества наиболее близкие по температурам кипения, к ним применяются
методы, описанные выше, результат см. на рис. 4 и рис. 5. Как видно из рис. 4,
5 коэффициент очистки стабилизируется при изменениях параметров исходной смеси,
что показывает корректную работу алгоритма по стабилизации качества продукта
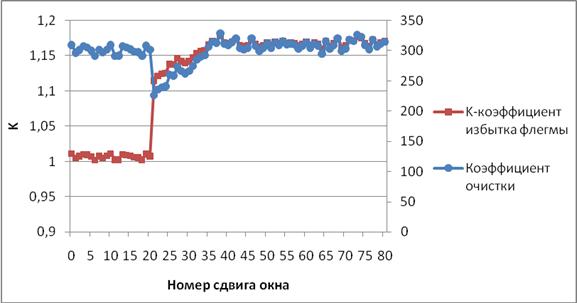
рис. 4. Иллюстрация изменения коэффициента
K избытка флегмы, относительно модельного значенрия, при резком изменении доли
низкокипящего компонента (НКК).
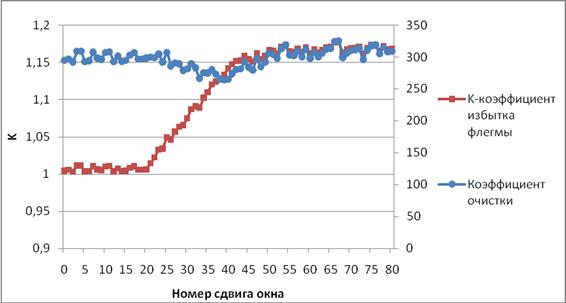
рис. 5. Иллюстрация изменения
коэффициента K избытка флегмы, относительно модельного значенрия, при
постепенном изменении доли низкокипящего компонента (НКК).
Описанная модель
адекватно отображает процесс ректификации посредством изменения флегмового
числа. Модель предназначена для вычисления рекомендуемого флегмового числа для
двухкомпонентной и многокомпонентной жидкой смеси изменчивого состава. Согласно
результатам тестирования данная модель существенно оптимизирует процесс
ректификации, стабилизируя качество продукта при изменчивом составе исходной смеси.
Описанные способ управления является конкретизацией общего подхода, описанного
в [5].
Литература
1. Багатуров С. А., Основы
теории и расчета перегонки и ректификации. - М.: Химия, 1974. - 33 с.
2. Чечулин В. Л., О
моделировании бинарных систем (без азеотропов) // Вестник пермского
университета. Серия химия. 2012. Выпуск 4(8).
3. Химическая энциклопедия.
Том
4. Чечулин В. Л., Модель оборота флегмы ректификационной
колонны // Вестник пермского университета. Серия химия. 2013. Выпуск 2(10).
5. Чечулин В. Л., Метод
пространства состояний управления качеством сложных химико-технологических
процессов: Монография // Перм. Гос. Нац.
Исслед. Ун-т. - Пермь, 2011. – 114 с. http://www.psu.ru/files/docs/science/books/mono/chechulin_metod_2012.pdf
6. Айвазян С. А., Мхтитарян В.
С., Прикладная статистика. Основы эконометрики. т. 1., М.: "Юнити",
7. Попов Е.П., Теория линейных
систем автоматического регулирования и управления., М.: Наука,1989. – 304 с.
8. Чечулин
В. Л., Сафонова Д. Н., Метод определения рекомендуемого флегмового числа (по
серии измерений состояния процесса) // Университетские исследования, 2013 http://www.uresearch.psu.ru/files/articles/656_23417.doc