Методы лазерной коррекции
геометрических погрешностей
многокоординатного оборудования
с программным управлением
В.И. Телешевский,
д.т.н.,проф., каф. «ИИСиТ», vitel@stankin.ru,
В.А. Соколов,
аспир. каф. «ИИСиТ», VASokolov-stankin@yandex.ru,
ГОУ ВПО МГТУ «Станкин», г. Москва
В
докладе рассматривается вопрос управления точностью многокоординатного
технологического и измерительного оборудования. Описываются методы управления
точностью. Рассматриваются разработанные на кафедре ИИСиТ
ГОУ ВПО МГТУ «СТАНКИН» аппаратно-программные комплексы для управления точностью
многокоординатного оборудования.
The report considers issue of
accuracy control for multi-axis machine-tools and measuring devices. Methods of
accuracy control are described. Hardware-software systems for multi-axis
devices accuracy control designed by MSTU “STANKIN” are considered.
Машиностроение
находится под давлением двух фундаментальных тенденций: повышение качества (как
следствие, точности обработки) и повышение производительности. Они объясняются,
во-первых, тенденциями на повышение качества и стремлением улучшить технические
характеристики машин, повысить надёжность, долговечность, геометрические и
динамические показатели точности готовых изделий. Во-вторых, особенностью современного
машиностроения является значительная доля (75-80%) продукции, выпускаемой в
условиях многономенклатурного производства. В настоящее время эти тенденции
сопровождаются тенденциями к автоматизации производства, обработке
труднообрабатываемых материалов, частой смене объектов производства, не
позволяющей постепенно отлаживать технологический процесс [1,2,3,4,5].
При
всё более ужесточающихся требованиях к допускам на изготовление деталей растут
требования к производственному контролю.
Многокоординатное
оборудование играет существенную роль в современном машиностроении. Такие достоинства, как возможность осуществить за один установ обработку заготовки с различных сторон под
произвольными углами, возможность обработки по различным технологическим
процессам за счёт автоматической смены инструмента, ускорение и автоматизация
подготовки производства за счёт интеграции систем ЧПУ с системами автоматизированного
проектирования и подготовки производства (CAD/CAM) обеспечивают широкое
применение многокоординатного технологического оборудования в современном машиностроительном
производстве, включая гибкие производственные системы.
Многокоординатные
координатно-измерительные машины (КИМ) также являются неотъемлемой частью
современного производства. Высокая точность и производительность измерений за
счёт измерения детали за один установ, концентрация
измерительных операций в одной машине, возможность автоматизированного
измерения по заранее подготовленным программам и выдачи протокола измерений
обеспечивают широкое применение современных многокоординатных КИМ для контроля
изделий современного машиностроения [6].
Основной
показатель качества любой станка – точность обработки, характеризующаяся
значением погрешности. Эта погрешность формируется всем станочным комплексом, в
т. ч. геометрическими погрешностями станка, связанными, в первую очередь, с
направляющими, приводами подач, датчиками обратной связи и т.д. Вышеперечисленные
тенденции побуждают активно применять в машиностроительном производстве
управление точностью, позволяющие поддерживать точность обработки на требуемом
уровне дискретно или непрерывно [7].
Основным
способом управления точностью является коррекция погрешностей. Данный способ
широко применяется при производстве и обслуживании КИМ. Для многокоординатных
станков данный способ также применяется всё чаще; согласно исследованиям
последнего времени, в
Существуют
три группы методов управления точностью[7]:
1. По результатам предварительных измерений (по
входным данным). При этом станок не работает. Предварительно измеряется
состояние станка, характеристики заготовки, вычисляются ожидаемые погрешности и
требуемые поправки. Преимуществом методов данной группы является сравнительная
простота получения измерительной информации. Недостаток методов данной группы –
необходимость всестороннего изучения механизмов образования погрешностей и его
математическое описания. Этими методами удаётся скомпенсировать систематические
погрешности кинематических цепей и погрешности относительного положения рабочих
поверхностей.
2. По результатам текущих измерений – в
процессе обработки. Сущность метода в измерении точности относительного
положения рабочих поверхностей в станке и внесение поправок. К достоинствам
таких методов относится возможность вносить поправки с минимальным
запаздыванием; снижение случайной погрешности;
3. По результатам оценки качества обработки (по
выходным параметрам). Сущность метода заключается в измерении относительных
положений после завершения обработки на станке или технологического процесса. К
таким методам относится широко применяемый активный контроль.
По
данным последних исследований в среднем систематическая погрешность современных
станков составляет 12 – 15 мкм, а случайная – до 5 мкм [7]. С учётом обозначенных
выше тенденций современного машиностроения, а также с учётом конструктивных
особенностей многокоординатных станков авторами были выбраны методы первой
группы.
В
качестве характеристики точности станка была выбрана объёмная точность –
способность станка точно воспроизводить объёмные поверхности. Она характеризуется
объёмной погрешностью, определяемой как разница между радиус-вектором
номинального положения рабочей точки инструмента и радиус-вектором действительного
положения рабочей точки инструмента [4, 8]. Традиционно многокоординатное оборудование
рассматривается как система, состоящая из рабочих органов - абсолютно твёрдых
тел, имеющих только одну степень свободы из шести – перемещение вдоль одной из
координатных осей (X, Y или Z). При этом строго ограничить остальные 5 из 6
степеней свободы твёрдого тела (перемещение вдоль координатных осей и вращение
вокруг них) невозможно; таким образом, при перемещении вдоль каждой из трёх координатных
осей возникают 6 составляющих объёмной погрешности станка. Эти 18 составляющих
погрешности и 3 функции неперпендикулярности осей X и Y, Y и Z, X и Z
составляют 21 параметрическую функцию объёмной погрешности станка.
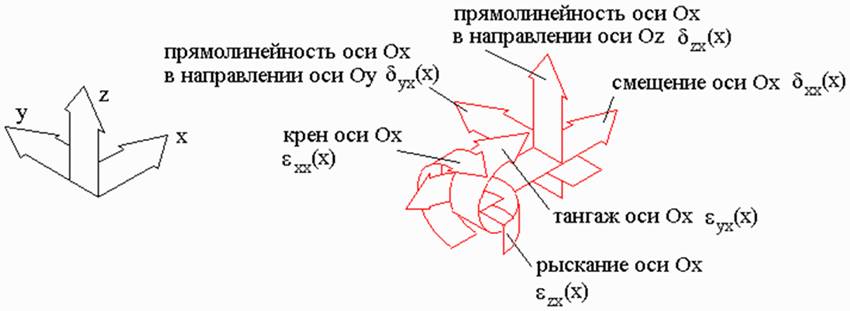
рис. 1. Составляющие геометрической погрешности (на
примере оси X)
Методы
получения информации о погрешностях [4,5] можно разделить на 2 основные группы:
методы, основанные на обработке тестовых деталей (т.н. артефактов) и измерении
погрешностей и изготовления, и методы, основанные на измерении погрешности
непосредственно на машине. Авторами были выбраны методы второй группы, так как
они позволяют получать информацию о погрешностях во всём рабочем объёме машины
и не требуют материальных и временных затрат на изготовление деталей. Другим
способом классификации методов является разделение на методы, определяющие
непосредственно объёмную погрешность и методы, определяющие составляющие
компоненты объемной погрешности для последующего вычисления её значения по
известным зависимостям. К первым относятся методы, основанные на использовании лазер-треккеров и измерительных приспособлений типа Ball-Bar; ко вторым – методы, основанные на применении
лазерных интерферометров и пространственных мер. Авторами были выбраны методы
на основе использования универсальной лазерной интерференционной измерительной
системы (ЛИИС) как наиболее точные, универсальные и быстродействующие [9].
На
кафедре ИИСиТ был разработан опытный образец
аппаратно-программного комплекса для определения 21 параметрической функции
погрешности станка, вычисления объёмной погрешности и ввода поправок на эту
погрешность в систему ЧПУ станка.
Аппаратной
основой комплекса является ЛИИС XL-80 фирмы Renishaw,
Великобритания [10] и система ЧПУ FlexNC производства ООО «Станкоцентр» [11]. Программная
часть выполнена в виде отдельного модуля, подключаемого к системе FlexNC, и осуществляет корректировку управляющей программы
в соответствии с введённой в неё информацией о погрешностях станка.
Аппаратно-программный
комплекс выполнен в двух исполнениях. Первое исполнение определяет и
компенсирует погрешность станков в соответствии с ГОСТ [12]. Второе исполнение
определяет и компенсирует объёмную погрешность исходя из 21 параметрической
функции погрешности [13,14].
Разработанный
аппаратно-программный комплекс был апробирован на трёхкоординатном
координатно-расточном станке 24К40СФ4 с вертикальным расположением шпинделя и
горизонтальным двухкоординатным столом, и оснащенном
системой ЧПУ FlexNC.
Оба
исполнения при апробации обеспечили существенное уменьшение погрешности позиционирования
рабочих органов станка.
Развитие
разработанных комплексов предполагается в следующих направлениях: интеграция с
другими ЛИИС и системами ЧПУ.
Литература
1. В.А. Гаврилов. Повышение точности механической
обработки на многофункциональном оборудовании на основе моделирования
динамических погрешностей. Диссертация на соискание учёной степени доктора
технических наук. - Омск, 2007.
2. Б.М. Дмитриев. Анализ причин изменения точности станка
и разработка метода стабилизации точности на принципах саморегулирования. Диссертация
на соискание учёной степени доктора технических наук. - Москва, 2007
3.
Sartori S, Zhang GX.
Geometric error measurement and compensation of machines. Annals of the CIRP
44(2), -1995. pp.599–609.
4. H. Schwenke, W. Knapp, H. Haitjema,
A. Weckenmann (1),R. Schmitt, F. Delbressine.
Geometric error measurement and compensation of machines - An update.
5. http://www.sciencedirect.com/science/article/pii/S0007850608001960
6.
Nguyen Van Chung, Erik L. J. Bohez,
Gustavo Belforte, Ho Thanh Phong. A new conceptual approach for systematic error
correction in CNC machine tools minimizing worst case prediction error // The
International Journal of Advanced Manufacturing Technology.
http://dx.doi.org/10.1007/s00170-011-3605-y
7. В.В. Слепцов, А.В. Тихонравов, Р.Ю.Курдюков.
Информационно – измерительные и управляющие системы координатно-измерительных
машин и измерительных роботов. Концепция проектирования // Серия инженерных
монографий. Под ред. д.т.н., профессора Слепцова В.В.
- М.:МГУПИ, 2008. - 96 с.
8.
Бржозовский Б.М.,
Мартынов В.В. Управление системами и процессами. Учебник с грифом УМО. - Саратов, 2008. - 236 с.
9.
McKeown PA, Loxham J. Some Aspects of The
Design of High Precision Measuring Machines. Annals of the CIRP 22(1). - 1973.
10. А. В.
Джунковский. Повышение точности измерений и
совершенствование программного обеспечения координатно-измерительных машин. Диссертация
на соискание учёной степени кандидата технических наук. Москва, 2007.
11. www.renishaw.com
12. А. П. Рыбалко, С. А. Рыбалко. Адаптивные,
диагностические и программные возможности универсальной системы ЧПУ FlexNC // Автоматизация в промышленности. - 2010. - №5. -
С.21-26.
13.ГОСТ 27843-2006 Испытания станков. Определение
точности и повторяемости позиционирования осей с числовым программным
управлением.
14. Hocken R. J. Software correction of a vertical spindle machining center
with stacked horizontal slides. - 2001.
15. Кузнецов
А.П. Тепловое поведение и точность металлорежущих станков. - М.: Янус-К, 2011.
- 256 с.