Проектирование рабочих лопаток паровых турбин в среде ProENGINEER Wildfire 5.0
В.И. Брезгин,
доц., к.т.н., с.н.с., vibr@list.ru,
М.А. Артюхина
магистр.,
УрФУ, г. Екатеринбург
Одним из путей
повышения эффективности работы оборудования паротурбинных установок ТЭС является
широкое использование новых информационных технологий на всех этапах их
жизненного цикла (ЖЦ). Наиболее ответственный этап ЖЦ оборудования ПТУ – этап
проектирования конструкции, на котором определяются не только технические
характеристики и конструктивные решения, но и закладывается фундамент для их
эффективного и надежного функционирования в процессе эксплуатации.
Поверхностное
моделирование с достаточной степенью функциональной полноты реализовано только
в системах сквозного проектирования и производства верхнего уровня.
Поверхностное моделирование при проектировании паротурбинных установок наиболее
целесообразно применять для создания объектов сложной формы, в частности – турбинных
лопаток. Это позволяет создавать программы для обработки лопаток на станках с
ЧПУ, а изготовление турбинных лопаток по поверхностным моделям выполнять на
фрезерных станках с 3- и 5-координатным управлением. На рис. 1 в качестве
пояснения показана конструкция типичной паровой турбины [1].
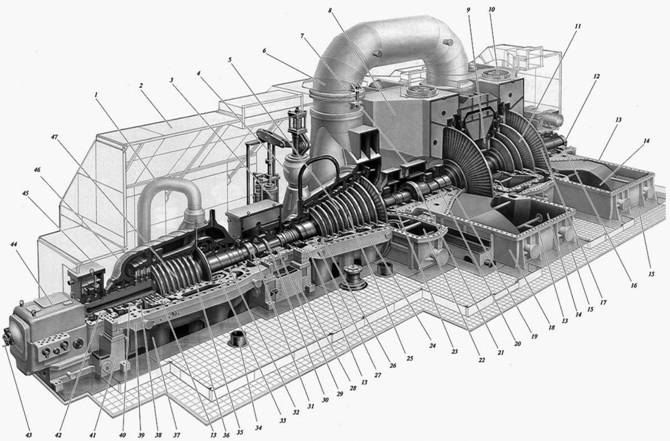
рис. 1
Конструкция типичной паровой турбины
Рабочие лопатки
закреплены на дисках роторов турбины. В настоящей работе представлены результаты
проектирования рабочих лопаток цилиндра среднего давления (ЦСД). Нижняя
половина корпуса ЦСД обозначена на рис. 1 поз. 24. Далее показано проектирование
рабочей лопатки 9-й ступени ЦСД (это первая ступень в ЦСД) и 22-й ступени
(последняя ступень ЦСД).
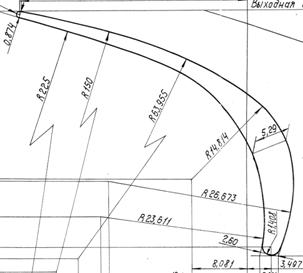
Для правильного понимания терминологии,
которая здесь используется, приведены пояснения на рис. 2. На этом рисунке изображен
профиль рабочей лопатки 9-й ступени ЦСД турбины Т-100-130 производства
Уральского турбинного завода (УТЗ) в том виде, какой используется при
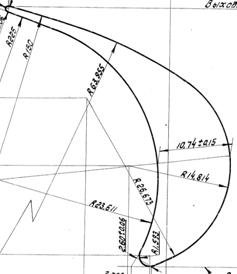
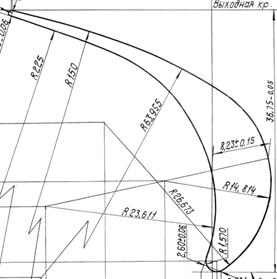
производстве лопаток. Профиль формируется дугами окружности, радиусы которых с
точностью до 0,001 приведены на рис. 2. Координаты точек, отмеченных на рис. 2
PNT0…PNT5 заданы в специальной таблице. Лопатка имеет постоянный
профиль по всей длине пера, геометрия профиля выполнялось построением точек по
координатам, а затем выполнялось построение дуг заданного радиуса, проходящих через
заданные точки. Общий вид данной лопатки представлен на рис. 3.
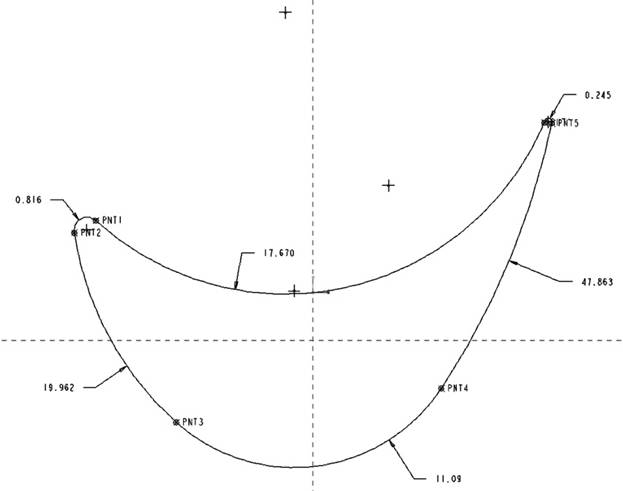
рис. 2 Профиль лопатки
При построении в
среде Pro|ENGINEER Wildfire5.0 лопатки по чертежу УТЗ обнаружилась следующая
проблема. Гладкое сопряжение дуги окружности, ограничивающей входную кромку с
дугами, ограничивающими спинку и корыто лопатки не реализуется без существенной
потери точности построения профиля. Угол между двумя нормалями, проведенными к
кривым в точке сопряжения не равен 0, что свидетельствует о наличии излома
(рис. 4).
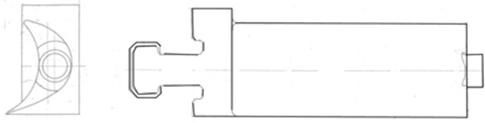
рис. 3 Общий вид лопатки постоянного профиля
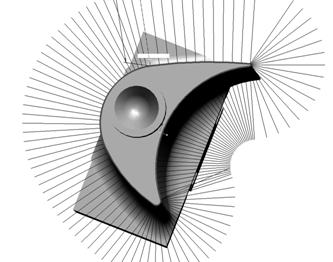
рис. 4 Анализ кривизны поверхности рабочей лопатки
постоянного профиля методом построения
двугранных углов
Перо лопатки является
наиболее ответственной ее часть. Следовательно, к проектированию пера лопатки
предъявляются повышенные требования по точности и качеству. Точность
изготовления рабочей части составляет 0,1 мм. При моделировании закладывается
точность расчета 0,001 мм. Вторым важным требованием является качество поверхности.
Малейшая неровность, получившаяся при проектировании геометрии пера, будет
многократно усилена при изготовлении лопатки из-за особенностей применяемой в
настоящее время технологии высокоскоростной фрезерной обработки.
Для устранения обнаруженной
погрешности в построении профиля лопатки было принято решение заменить дуги
окружностей, ограничивающие входную и выходную кромки профиля на сплайны.
Использование сплайнов позволило обеспечить гладкое сопряжение с дугами,
ограничивающими спинку и корыто и в то же время сохранить в неизменности
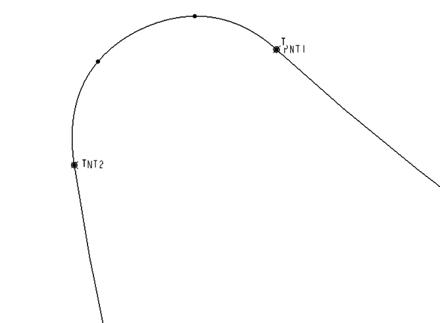
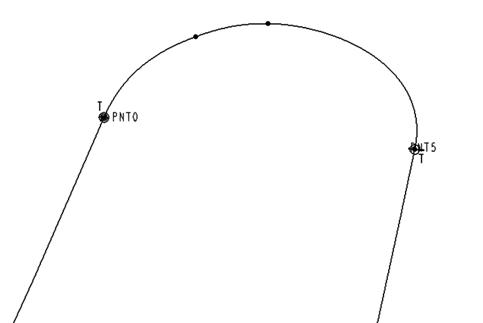
точность построения профиля лопатки. Построение входной и выходной кромок с
помощью сплайна представлено на рис. 5.
а
б
рис. 5 Замена дуг окружности при построении входной (а) и выходной (б) кромки профиля рабочей лопатки
сплайнами
На рис. 6 представлен
результат анализа кривизны поверхности рабочей лопатки постоянного профиля
методом построения двугранных углов. Анализ показал, что углы между двумя
нормалями, проведенными к кривым в точке сопряжения равны 0, что свидетельствует
об отсутствии излома и качество
поверхности соответствует предъявляемым требованиям.
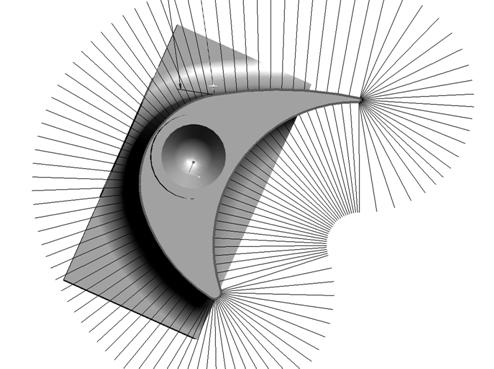
рис. 6 Анализ кривизны поверхности рабочей лопатки
постоянного профиля методом построения двугранных
углов после замены
дуг окружностей сплайнами
Хвостовик лопатки в
некоторых случаях может быть спроектирован с использованием технологий создания
базовых поверхностей (на основе генераторов линейных участков, поверхностей
вращения и т.д.) [2]. Особенностью проектирования хвостовика лопатки явилось
то, что плоскость корневого сечения (см. рис. 3), перпендикулярная оси пера лопатки,
в модели отсутствует. Вместо плоскости при поверхностном моделировании
хвостовика лопатки была создана поверхность. На рис. 7 представлена схема принятого
решения.
рис. 7 Схема проектного решения моделирования хвостовика
Конструкция лопаток,
которые производятся в настоящее время турбинными заводами, предусматривает
формирование корневого сечения турбинной ступени в виде ломаной линии,
состоящей из отрезков прямых, сформированных корневыми сечениями лопаток
ступени (см. пунктирную линию на рис. 7). При проектировании лопатки в данной
работе хвостовик лопатки выполнялся не методом вытягивания сечения, а методом его
вращения вокруг оси, совпадающей с осью турбины (рис. 8). Затем специально
созданными поверхностями отсекались "лишние" части хвостовика. В
результате корневое сечение турбинной ступени является окружностью, как
показано сплошной линией на рис. 7. Поверхность, образованная из поверхностей в
корневом сечении всех лопаток ступени, имеет более высокие аэродинамические
свойства из-за отсутствия изломов, а следовательно, и потери в корневом сечении
будут меньше. Данное решение требует дальнейшего изучения.
При проектировании рабочей
лопатки 22-й ступени возникли дополнительные проблемы. Данная лопатка имеет
переменный профиль по длине пера лопатки. На рис. 8 показаны несколько сечений
по длине пера, подтверждающие этот факт.
Геометрия лопатки
переменного профиля задавалась радиусами дуг окружностей и расстояниями центров
этих окружностей от базовой линии и выходной кромки. Поэтому построение сечений
профиля осуществлялось построением дуги окружностей и нахождением точек их
пересечения. При построении окружностей в корневом сечении оказалось, что точка
пересечения двух окружностей находится за пределами самого сечения. В
результате в этом сечении оказалось не девять, как во всех остальных сечениях,
а восемь контрольных точек. При протягивании поверхности, соединяющей все
сечения в одно целое, пришлось добавить одну точку в указанном сечении для
того, чтобы задача формирования поверхности могла быть успешно решена.
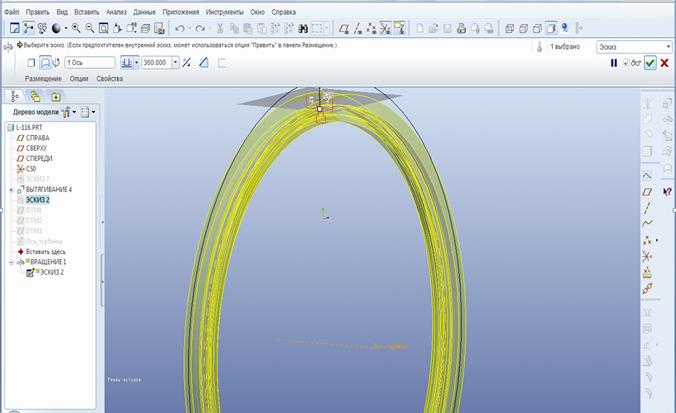
рис. 8 Формирование хвостовика методом вращения
сечения
Проблема гладкого
сопряжения дуг окружностей, как и в случае с лопаткой постоянного профиля была
решена заменой дуг сплайнами. Точность построения профиля была обеспечена на
необходимом уровне.

а)
б) в)
г)
рис. 9 Изменение профиля лопатки по высоте: а – в корневом сечении; б – на расстоянии 98 мм; в –160 мм; г – 225 мм от корневого сечения
Хвостовик лопатки
переменного профиля отличается от лопатки с постоянным профилем (реализуется
"вильчатая", а не "Т-образная" посадка). При моделировании
хвостовика было использовано такое же решение – формирование хвостовика методом
вращения сечения и последующего отсечения "лишних" частей хвостовика
специально созданными поверхностями.
Еще одна встреченная
проблема касалась формирования скруглений (галтелий) в месте перехода поверхности
пера в поверхность хвостовика. Наличие острых кромок не позволяло решить задачу
за одну операцию. Решение этой проблемы было найдено в построении вспомогательной
поверхности в месте "сшивания" указанных поверхностей и формирование
отдельных скруглений с этой вспомогательной поверхностью со стороны хвостовика
и пера лопатки.

рис. 10 Твёрдотельная
модель лопатки переменного профиля
После
"сшивания" всех поверхностей и формирования необходимых скруглений
выполнялась операция "отвердевания" поверхностной модели и создание
на ее основе твердотельной модели, пригодной для проведения работ по
инженерному анализу и прототипированию. Твердотельная модель лопатки переменного
профиля показана на рис. 10.
Используя методы
твердотельного и поверхностного моделирования при проектировании и изготовлении
турбинных лопаток можно перейти к изготовлению их на станках высокоскоростного
5-и координатного фрезерования. В результате производство турбинных лопаток
становится мелкосерийным производством, что на фоне штучного (единичного)
производства самой турбины представляет собой шаг вперед для повышения
конкурентоспособности российского энергетического машиностроения.
Литература
2.
Норенков
И.П. Информационная поддержка наукоемких изделий. CALS-технологии / И.П.
Норенков, П.К. Кузьмик. М.: Изд-во МГТУ им. Н.Э. Баумана, 2002. 320 с.