Автоматизированное проектирование дискового
инструмента для обработки винтовых поверхностей
Б.М. Бржозовский,
зав. кафедрой, д.т.н., проф.,
О.В. Захаров,
доц., д.т.н., доц., zov17@mail.ru,
СГТУ, г. Саратов
Рассмотрено
автоматизированное проектирование дискового инструмента для обработки винтовых
поверхностей на основе оригинальной методики численного профилирования в
расчетно-программной среде Matlab
CAD
disk tool for the processing helical surfaces based on an original method of numerical
profiling in accounting-software environment Matlab are considered
В автоматизированной
подготовке производства важное место занимает
проектирование инструментов. Эта задача может эффективно решаться с
применением различных CAD-систем, но в
основном для инструментов, работающих методами копирования, следа и иногда
огибания. В случае обработки винтовой поверхности (ВП) дисковым фасонным
инструментом имеет место наиболее сложный метод касания. Поэтому для
профилирования такого инструмента требуются нетривиальные расчеты и элементы
параметрической оптимизации.
Для нахождения профиля
дискового инструмента традиционно используются графические и аналитические методы
[1, 2]. Однако им свойственны ряд существенных недостатков. В связи с этим
последнее время получили развитие численные методы профилирования [3].
Предлагается модификация одного из численных методов с учетом ряда
особенностей, позволяющих максимально упростить ввод исходной информации,
анализ получаемых данных и передачу результатов в CAD-программу для дальнейшей обработки. В качестве инструментария
выбрана расчетно-программная среда Matlab, предоставляющая как
возможности по программированию, так и уже имеющая в своем арсенале
значительное число встроенных численных процедур, которые открыты для пользователя.
Для
описания процесса профилирования введем в рассмотрение координатную схему (рис.
1). Ортогональная система координат (X, Y, Z)
связана с винтовой поверхностью таким образом, что в плоскости Z =
0 известен ее профиль (торцевое сечение). Система (XИ, YИ,
ZИ) связана с дисковым инструментом и занимает
положение относительно (X, Y, Z)
согласно трем установочным параметрам: межосевому расстоянию A,
углу перекрещивания l и наладочному смещению L.
Исходный
профиль ВП для удобства подготовки входной информации задается «опорными»
точками с координатами xi, yi (i = 1, …, n),
число n которых зависит от необходимой точности расчетов.
Тогда уравнения i-й винтовой линии, лежащей на ВП, имеет следующий
вид:
 (1)
(1)
где +р – параметр правой винтовой
линии; -р – параметр левой винтовой линии; j – угловой параметр
винтового движения.
Уравнения
(1) при изменении i от 1 до n,
представляют собой аналитический эквивалент семейства винтовых линий, образованных
«опорными» точками профиля детали.
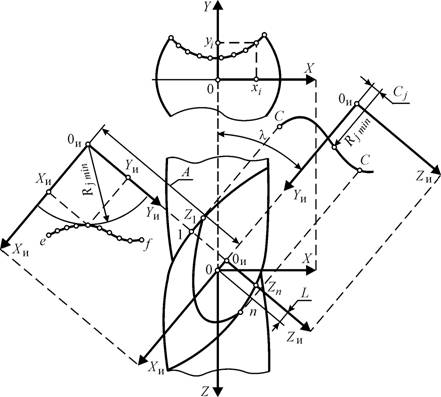
рис. 1. Координатная схема
Определим
винтовые линии, заданные уравнениями (1), в системе дискового инструмента (XИ,
YИ, ZИ), воспользовавшись преобразованием:
 (2)
(2)
Таким
образом, имея в распоряжении семейство винтовых линий в системе координат
дискового инструмента, описанные уравнениями (1), (2), требуется найти его
профиль. Решим данную задачу, используя следующий алгоритм. Рассечем
производящую поверхность инструмента системой плоскостей ZИ
= Cj (j = 1, ..., m)
и найдем в каждой из них минимальный радиус Rj min из множества точек пересечения c i-ми
винтовыми линиями. Для этого решаем последнее уравнение системы (2)
относительно φ численным методом, так как после подстановки
выражений (1) оно будет трансцендентным, для всех i-х винтовых линий. Затем подставляем
найденные значения φ в первое и второе уравнения системы (2) и находим
координаты XИ, YИ точек, в которых винтовые
линии пересеклись с плоскостью ZИ = Cj, образовав линию ef.
Для
нахождения радиуса Rj min производящей поверхности инструмента в плоскости ZИ
= Cj следует определить кратчайшее расстояние от оси
дискового инструмента (точки 0И) до найденных точек на кривой ef:
![]() . (3)
. (3)
Таким
образом, перебрав все значения j = (1, …, m),
получаем осевое сечение С-С производящей поверхности дискового
инструмента в цилиндрических координатах:
![]() (4)
(4)
Приведенная методика решения не
опирается на дифференциальные характеристики взаимно огибаемых поверхностей
(касательная, нормаль). Поэтому профиль инструмента определяется однозначным образом,
и не требуется дополнительный анализ полученных результатов. Достоинством
рассмотренного метода профилирования также будет гарантированное отсутствие
подрезания профиля ВП.
Общий алгоритм профилирования дискового инструмента
для обработки винтовых поверхностей включает решение ряда дополнительных задач
и построен с учетом специфики расчетно-программной среды Matlab.
Во-первых, точность определения текущего радиуса производящей поверхности при
прочих равных условиях зависит от числа n точек, представляющих
кривую ef сечения ВП, и от характера их расположения
относительно оси дискового инструмента. Поэтому предусмотрена интерполяция
профиля ВП кубическим сплайном. Во-вторых, для удобства пользователя, помимо
загрузки данных из сохраненного файла, имеется возможность интерактивного ввода
профиля ВП путем «сколки» мышью на экране. Причем в процессе ввода
автоматически осуществляется отсечение точек, выходящих за радиальный размер заготовки.
Отдельную задачу представляет собой
определение границ режущей части дискового инструмента, необходимое для задания
диапазона варьирования Cj. В общем случае
нужно учитывать тот факт, что одна часть инструмента профилирует ВП, а другая
часть только удаляет припуск с заготовки. Границы производящей поверхности С-С
можно найти различными методами. Один из наиболее надежных заключается в
установлении аппликат точек пересечения 1-й и n-й
винтовых линий с осевой плоскостью инструмента, которые имеют минимальный
радиус. Аппликаты точек находят по третьему уравнению системы (2) при изменении
угла j в уравнениях (1) в диапазоне примерно ±45°.
Если точка профиля ВП лежит на части производящей поверхности, обращенной в
сторону подачи инструмента, то ее контакт с заготовкой в этой точке не
заканчивается. Поэтому данную часть профиля дополняют по технологическим
соображениям отрезком прямой.
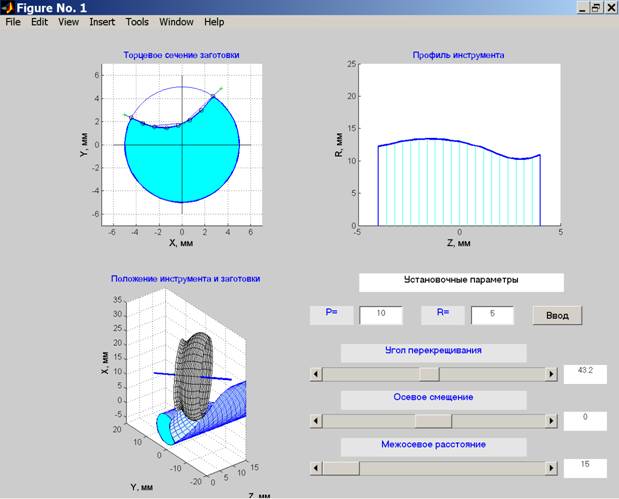
рис. 2. Профилирование в среде Matlab
В разработанной программе в среде Matlab
(рис. 2) задание параметров установки инструмента относительно заготовки
реализовано интерактивно, эти параметры выведены на экран в виде полос
прокрутки и их изменение сопровождается пересчетом профиля и вывод новых данных
на экран. В результате можно убедиться в отсутствии подрезания, оценить
предельное значение профильного угла сечения, степень заострения профиля и его
глубину. Если полученный профиль инструмента в каком-либо отношении будет
признан неудовлетворительным, то расчет повторяется при других параметрах наладки.
Рассмотренная методика численного
профилирования дискового инструмента для обработки винтовых поверхностей
выгодно отличается от известных, во-первых, удобством ввода исходной
информации, во-вторых, гарантированным отсутствием подрезания, что делает не нужным
решение обратной задачи профилирования. Реализация методики профилирования в
расчетно-программной среде Matlab позволяет полностью
визуализировать процесс расчетов и провести интерактивную оптимизацию
параметров установки инструмента относительно заготовки для получения наиболее
технологичного профиля.
Корректность приведенной методики
профилирования и правильность работы программы, составленной в среде Matlab,
оценивалась на различных тестовых примерах и сравнительным анализом с
получившими признание методиками аналитического профилирования. Разработанная
программа хорошо зарекомендовала себя при использовании в учебном процессе на
кафедре «Конструирование и компьютерное моделирование технологического оборудования
в машино- и приборостроении» Саратовского государственного технического
университета.
Для дальнейшего проектирования
дискового инструмента его расчетный профиль, полученный в среде Matlab,
передается в CAD-программу, например, Компас-3D,
где выполняется создание трехмерной модели. В качестве примера на рис. 3
показана модель дисковой фасонной фрезы. Выбор и расчет основных параметров
фрезы (числа зубьев, величины радиального затылования, диаметра посадочного
отверстия и т.д.) осуществляется по общеизвестным формулам.
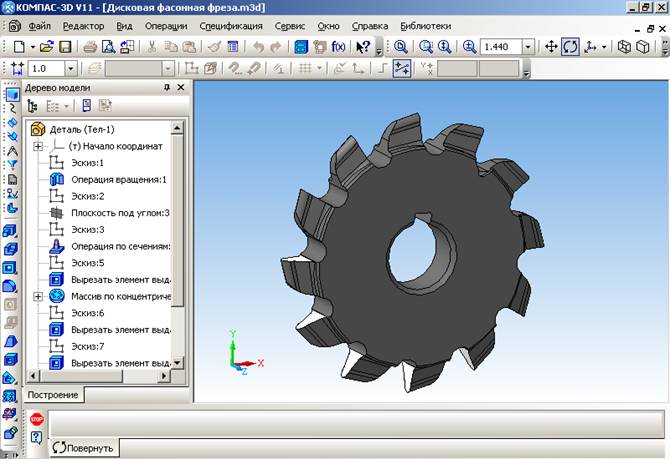
рис. 3. Модель дисковой фрезы в Компас-3D
Таким образом, разработанное
методическое и программное обеспечение для проектирования дискового фасонного
инструмента для обработки винтовых поверхностей позволяет дополнить возможности
современных CAD-систем при решении задач профилирования.
Литература
1.
Лашнев С. И.
Профилирование инструментов для обработки винтовых поверхностей / С. И. Лашнев.
М.: Машиностроение, 1965. 152 с.
2.
Гречишников В. А.
Проектирование дискового инструмента для обработки винтовых поверхностей / В.
А. Гречишников, Г. Н. Кирсанов // Машиностроитель. 1978. № 10. С. 16-17.
3.
Погораздов В. В.
Геометро-аналитическая поддержка технологий формообразования винтовых поверхностей:
учеб. пособие / В. В. Погораздов, О. В. Захаров. Саратов: СГТУ, 2004. 72 с.