Совершенствование процессов
обучения технолога методам механической обработки на современном
оборудовании с ЧПУ в условиях
информационно-технологической среды
Л.А, Смоленцева,
инж.- техн. 3 кат., магист., lilka26@yandex.ru,
МГТУ «Станкин», г. Москва
Рассмотрены
подходы к обучению и подготовке к деятельности технологов, готовящих
управляющие программы для оборудования с ЧПУ. Особенность этой деятельности
состоит в том, что она протекает в условиях информационно – технологической
среды (технолог + PLM/CAD/CAE/CAPP/CAM – системы + локальная вычислительная
сеть + координатно – измерительная машина + оборудование с ЧПУ) и существенно
опирается на раннее накопленные знания.
The approaches
to training process of technologists, who are supposed to prepare CNC programmes,
are presented in this article. The specifics of that particular work are that
it takes place within the information and technology medium (technologist +
PLM/CAD/CAE/CAPP/CAM-systems + local network + control equipment + CNC
equipment), and is based considerably upon accumulated knowledge.
Изучение
материалов по проблеме обучения начинающих специалистов на машиностроительных
предприятиях России и мира помогло выявить следующую тенденцию. В настоящее
время 90% предприятий России находятся в стадии функциональной организации. 80%
предприятия мира стоят на ступени процессной организации. И лишь единицы
предприятий в мире смогли создать обучающиеся организации [1]. Но все равно
предприятия стремятся организовать свою работу наподобие обучающейся
организации (рис.1). Обучающая организация предполагает наличие развитой
информационно-технологической среды, хорошо организованной системы обучения
специалистов, взаимодействие специалистов между собой с целью передачи
полученного опыта, качественной системы промежуточной и итоговой (годовой) аттестации специалистов и слаженно
работающей системы документооборота всего отдела.
Цель:
сократить время и средства, затрачиваемые на обучение специалиста и улучшить
качество обучения специалиста.
Задачи
- изучение существующих методов
обучения специалиста. Анализ преимуществ и недостатков таких методов;
- переход к новому методу обучения
специалистов обслуживанию оборудования с ЧПУ с помощью дистанционного
образования и компьютерного моделирования;
- разработка трехуровневого
сценария обучения обслуживанию
оборудования с ЧПУ с помощью современных компьютерных технологий;
- анализ получаемых результатов при
обучении с помощью дистанционного образования и компьютерных имитаторов.
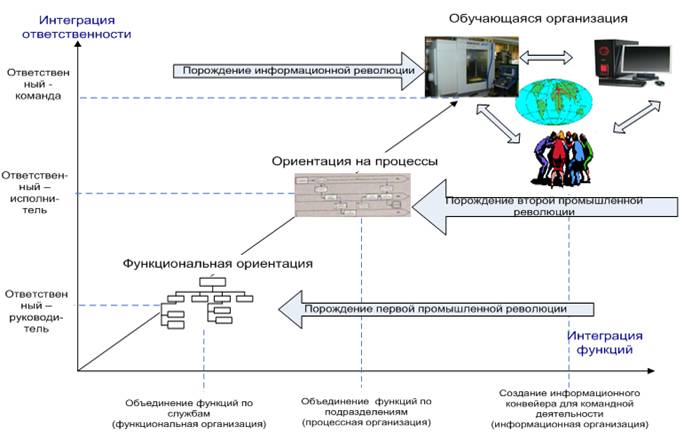
рис. 1 Современная картина развития организаций
В
такой организации благодаря своевременному документированию и обсуждению
результатов работы оперативно выявляются и исправляются ошибки. На этих ошибках
происходит обучение, так что сотрудники в дальнейшем их не допускают. Так же
для конкурентоспособного предприятия
важно фиксировать, критически осмысливать и оценивать как успехи, так и
неудачи, учитывая результаты при совершенствовании процессов.
Питер
Сенге в книге «Танец перемен» [2] разработал схему самоусиливающихся процессов.
Эта схема была применена в ходе научно-исследовательской работы для процесса
обучения начинающих специалистов обслуживанию оборудованию с ЧПУ (рис. 2).

рис. 2 Три
условия процесса обучения начинающих специалистов для эксплуатации оборудования
с ЧПУ
Движущей
силой является мотивация заинтересованности начинающих специалистов. На первом
этапе они приобретают личные результаты, на втором результатом работы является
обсуждение личных результатов и
распространение опыта среди коллег. На этом этапе с помощью обсуждения в
команде выявляются недостатки и ошибки метода обучения, и предлагается новый
подход к обучению. Вследствие чего, после его внедрения появляются практические
результаты.
Классификация
деятельности с учетом выполняемых задач позволяет выделить различия между
отдельными категориями деятельности, чтобы подобрать оптимальный метод обучения
и определить требования к составу информационной поддержки рабочей среды
применительно к деятельности технологов, разрабатывающих управляющие программы
для оборудования с ЧПУ. В концептуальной модели Чарльза Перроу [3] было выделено
два параметра – вариабельность и анализируемость задач. В контексте развития
профессионального мастерства технологов для работы на оборудовании с ЧПУ можно
определить первый параметр как количество различных операций, необходимых для
выполнения деятельности, а второй – как возможность разбить задачу на
стандартные операции и выявить набор типовых ситуаций, которые позволят легко
обучить начинающего технолога решению задач ТПП (алгоритмизируемость решения
задач) (рис. 3).

рис. 3 Классификация деятельности на основе учета
особенностей выполняемых задач
В
рамках модели все пространство деятельности разбито на 4 зоны (рис. 3) и
определен наиболее эффективный тип организации деятельности для каждой из них.
В итоге удалось «разбить» все пространство деятельности на четыре универсальных
категории (использование типовых операций, работа технического специалиста,
ручная работа, требующая высокой квалификации и использование нетиповых
операций), которые предъявляют различные требования к обучению специалиста и
информационной поддержки деятельности.
На
практике в каждой из выделенных категорий деятельности могут использоваться и
другие типы деятельности (правда, в этом случае они не являются доминирующими).
На рис. 3 момент включения одного типа деятельности в другой обозначен
стрелками, т.е. использование нетиповых операций допускает применение всех
других типов деятельности.
Принципиальная
схема процесса обучения технолога с использованием классификации деятельности
Перроу показана на рис. 4. Согласно данной схемы, следует перейти от общей
классификации деятельности к профессиональным навыкам. Деятельность требует
выполнения разнообразных задач и освоения множества навыков. Большую часть этих
навыков можно проанализировать, разбить на составляющие и преподнести учащимся,
используя стандартные процедуры обучения.

рис. 4 Схема процесса обучения различным видам работ
на оборудовании с ЧПУ
Любая
профессиональная деятельность требует от специалиста познаний о принципах
организации работ и умения выносить компетентные суждения. Если угодно, то это
своего рода правила организации деятельности во внештатных ситуациях. Когда
начинающий технолог освоит базовые навыки, начнет правильно оценивать ситуацию
при обработке детали и усвоит особенности программирования обработки на
оборудовании с ЧПУ, приходит время выхода на станок с ЧПУ. Так начинающий
специалист переходит к выполнению основной задачи. Он учится применять базовые
навыки в реальных условиях – ему приходится работать с различными материалами,
использовать различные стойки с ЧПУ и т.д. Анализ особенностей обучения
технолога начнем с вопроса: «Какие базовые навыки нужны, чтобы решить задачи
ТПП для оборудования с ЧПУ?». Речь идет о базовых навыках, без которых
деятельность технолога по обслуживанию оборудования с ЧПУ невозможна и которые
применяются постоянно. Базовые навыки – это лишь часть работы. Их должны
дополнять базовые специальные знания и накопленные ноу – хау. Итоговая
деятельность технолога по решению задач ТПП для оборудования с ЧПУ представляет
собой совокупность типовых повторяющихся и нетиповых операций, которые могут
осуществляться в разной последовательности.
Действия
инженера – технолога по технологической подготовке производства для одной
детали укладываются в срок 1-2 недели. В данной работе предлагается основные
действия технолога разбить на мелкие шаги, для которых определен набор действий
и конечный результат. Эти действия можно контролировать. На рис.5 на примере
детали Кронштейн, которая была взята в качестве примера для описания системы
обучения для 3х координатной обработки, показана последовательность
контролируемых действий технолога. Деятельность по созданию технологического
процесса занимает у технолога от 2 до 4 недель примерно, была разбита на
несколько шагов, которые выполняются в течение 2-4 дней, что позволяет
контролировать процесс. Руководитель может в любое удобное для него время
посмотреть, на каком этапе находиться выполнение работы и в чем необходимо
помочь специалисту. Кроме этого вместе с заказом технологу дается
сопроводительный бланк. В результате
выполнения действий, для того, чтобы руководитель проекта мог отследить, на
каком этапе находиться разработка технологического процесса детали, необходимо
заполнять сопроводительный бланк.
Для
приобретения практических навыков желательно, чтобы начинающий технолог освоил
минимальный уровень работы в качестве станочника на универсальном станке
токарной или фрезерной группы. Для создания технологии для станков с ЧПУ как правило,
первичные базовые навыки осваиваются на компьютерных моделях, а когда
начинающий технолог будет действовать уверенно, обучение продолжается на
оборудовании. Наш опыт показывает, что в настоящее время на эту дополнительную
подготовку для выпускника университета тратиться от 3 до 6 месяцев.
Вспомогательные
операции на начальных этапах имеют второстепенное значение. Новичкам на
определенном этапе совершенствования их все равно придется освоить, однако с
основной задачей можно справиться и без них (на первых порах их может взять на
себя наставник). Нет смысла обучать вспомогательным операциям на занятиях, посвященным основным
задачам. Каждой вспомогательной операции следует обучать отдельно.
Мало
– помалу начинающий технолог, за которым по прежнему бдительно следит
наставник, приобретает знания, которые позволяют ему интуитивно определять ЧТО
ДЕЛАТЬ в конкретной ситуации. Такие знания будем называть «накопленным ноу –
хау». Это умение принимать интуитивные решения, опираясь на опыт. Приобретение
таких знаний начинается с изучения основных принципов, изложенных в базовом
курсе для начинающего специалиста по разработке УП для оборудования с ЧПУ [5, 6].
Начинающему технологу нужно применять освоенные принципы много раз, прежде чем
наставник убедиться, что он способен принимать решения в нестандартных
ситуациях, с которыми он неизбежно столкнется в будущей деятельности.
Одна
и та же деталь с ростом накопленного ноу – хау на предприятии может быть
отнесена к различным уровням сложности для обработки, т.е. широкое применение
ноу – хау призвано обеспечить снижение уровня сложности обработки аналогичных
деталей при повторном использовании в будущем.
Практикуясь,
начинающий технолог сталкивается с разными ситуациями и осваивает как
использовать накопленные на предприятии, так и добытые собственными силами ноу
– хау. При этом технолог узнает КАК ДЕЙСТВОВАТЬ в тех или иных ситуациях.
Приобретение таких знаний требует времени, поэтому люди ошибочно полагают, что
выделить и охарактеризовать элементы подобной задачи в учебных целях невозможно
(поскольку пошаговая процедура отсутствует). На самом деле можно
охарактеризовать любую составляющую подобной деятельности, выявив ее ключевые
аспекты. Т.е. если выявить ключевые аспекты для любой ситуации, то начинающий
технолог, приобретая опыт, научится опираться на них интуитивно [7-9].

рис. 5 Контролируемые действия инженера-технолога в
ходе технологической подготовки производства
На
рис. 6 показано, как из освоения различных операций и навыков складывается
профессиональная квалификация технолога по разработке УП для оборудования с
ЧПУ.
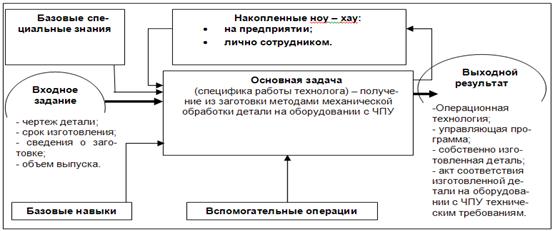
рис. 6 Взаимосвязь навыков и умений технолога при
разработке УП для оборудования с ЧПУ
Заключение
1.
Использование
модели для классификации деятельности с учетом особенностей выполняемых задач позволило
выделить 4 категории знаний, которыми должен быть обеспечен технолог в ходе
обучения решению задач ТПП для оборудования с ЧПУ.
2.
Структурные
компоненты процесса обучения технолога для разработки УП на оборудование с ЧПУ
построены на базовых навыках, базовых специальных знаниях, вспомогательных
операциях, основных принципах и компетентных суждениях и накопленных ноу–хау
(общедоступных на предприятии и персональных).
3.
Информационная
поддержка деятельности начинающего технолога построена в соответствии с U – схемой.
Литература
1.
Биннер
Х. Управление организациями и производством: От функционального менеджмента к
процессному / Хартмут Биннер: пер. с нем. М.: Альпина Паблишерз, 2010. 282 с.
2. Сенге Питер М., Танец перемен: новые проблемы
самообучающихся организаций организаций: пер. с англ. - М.: «Олимп-Бизнес». 2003. 604 c.
3. Perrow
Charles, “A Framework for the Comparative Analysis of Organizations”,
AmericanSociological Review 32 (1967), p. 194 – 208
4.
Талантливые
сотрудники: Воспитание и обучение людей в духе дао Тoyota/ Джеффри Лайкер, Дэвид Майер; Пер. с
англ. – М.: Альпина Бизнес Букс, 2008. – 294 с.
5.
Рыбаков
А.В. Базовые понятия и термины, используемые технологом при создании управляющих
программ для оборудования с ЧПУ (механическая обработка) (электронный вид)
6. Рыбаков А.В., Смоленцева Л.А. Курс
начинающего технолога для работы с оборудованием с ЧПУ (электронный вид)
7.
Кугаевский
С.С. Технология обработки корпусных деталей на станках с ЧПУ. Часть 1.
Обработка внутренних контуров: Монография / С.С.Кугаевский. Екатеринбург: УГТУ,
2000. 134 с.
8.
Кугаевский
С.С. Технология обработки корпусных деталей на станках с ЧПУ. Часть 2.
Обработка плоскостей и отверстий: Монография / С.С.Кугаевский. Екатеринбург:
УГТУ-УПИ, 2001. 106 с.
9.
Кугаевский
С.С. Технологические процессы и производства машиностроения: учеб. пособие. В 2
ч. Ч. 1. Методы обработки резанием / С. С. Кугаевский. – Екатеринбург: УГТУ-УПИ, 2007. 220 с.
10.
Халл
Э., Джексон К., Дик Д. Разработка и управление требованиями. Практическое
руководство. (второе издание), 2005, 240 с.