Интеграция алгоритмов диагностики режущего
инструмента в отечественную систему ЧПУ
А.С. Григорьев,
магистр, grigorievanton@mail.ru,
П.А. Никишечкин,
бакалавр,
petrnikishechkin@gmail.com,
П.Ю. Сероухов,
бакалавр,
tghawk@mail.ru,
С.В. Соколов,
магистр, sokolov@ncsystems.ru
МГТУ «Станкин», г. Москва
Работа выполнена по Госконтракту № П500 от 13.05.2010 на проведение НИР в рамках ФЦП "Научные и научно-педагогические кадры инновационной России"
на 2009-2013 гг.
Статья описывает подсистему
диагностики, возможность ее встраивание в отечественную систему ЧПУ и применение
алгоритмов диагностики режущего инструмента. Рассмотрена работа алгоритмов диагностирования,
их взаимодействие с системой ЧПУ.
The article describes the subsystem of diagnosis, diagnostic algorithms
and their embedding into CNC system. The work of diagnostic algorithms, their
interaction with CNC system is considered.
Автоматизация
и развитие современной промышленности повышает требования к оборудованию, а также
к производимым им изделиям. Для производства деталей, удовлетворяющих
современные стандарты качества, требуется осуществлять непрерывный контроль над
процессом обработки. В связи с этим именно надежность и контроль процесса
механической обработки изделий становится важнейшим аспектом
автоматизированного производства.
Для
достижения таковых целей на сегодняшний день разрабатываются различные системы
диагностики процесса обработки, которые позволяют с определенной точностью
фиксировать и определять:
·
холостой ход инструмента;
·
контакт инструмента с деталью;
·
поломку инструмента;
·
износ инструмента.
Системы
имеют функциональность для визуализации, а также диагностики и оптимизации
операций обработки, что означает:
·
расширенное предупреждение поломки инструмента благодаря своевременной
автоматической смене инструмента;
·
повреждения на инструменте или детали минимизируются, последующие
повреждения предотвращаются;
·
увеличение производительности без привлечения дополнительного персонала.
На
данный момент существует очень немногое количество систем, позволяющих
производить как диагностику режущего инструмента, так и прогнозирование его остаточной
стойкости. Все это приводит к необходимости поиска более совершенных методов
диагностики и контроля, а также разработки новых аппаратно-программных комплексов,
включающих в себя элементы мониторинга текущего состояния режущего инструмента,
а также возможность прогнозирования его остаточной стойкости
На
сегодняшний день в МГТУ «СТАНКИН» ведутся разработки универсальной подсистемы
диагностики, способной определять износ режущего инструмента, а также
осуществлять прогнозирование его остаточной стойкости.
Подсистема
представляет собой отдельно подключаемый модуль, взаимодействующий с ядром системы
ЧПУ (рис. 1).
Основная
работа диагностирования осуществляется в оболочке модуля диагностики, которая
обеспечивает взаимодействие всех компонентов, входящих в подсистему.
Модуль
ввода (сбора информации) отвечает за сбор поступающей из зоны резания информации,
ее первоначальную обработку и преобразования в вид, понятный системе. Входящая
информация поступает с различных датчиков, установленных в зоне резания, таких
как: тензометрический, вибродатчик, датчик акустической эмиссии и т.д.
Модуль
обработки информации включает в себя различные диагностические алгоритмы
обработки сигнала, которые позволяют определять степень износа текущего
инструмента и прогнозировать его остаточную стойкость.
Модуль
вывода отвечает за сбор обработанной информации, а также передачу управляющих
команд на систему ЧПУ. Такими командами могут быть: подналадка процесса
резания, сигнал остановки, смены инструмента или коррекции режима обработки.
Таким
образом, цикл обработки информации выглядит следующим образом: информация с
датчиков поступает в модуль ввода, который обеспечивает ее первоначальную обработку.
Затем собранные данные передаются в модуль обработки информации, где данные
обрабатываются с помощью диагностического алгоритма, а после передаются в
модуль вывода, который передает подготовленные данные и управляющие команды на
систему ЧПУ. Все взаимодействие модулей происходит в потоке реального времени,
что обеспечивает необходимый уровень реакции всей системы.

рис.
1 Обобщенная диагностическая система
Работа
подсистемы диагностики начинается с загрузки требуемых компонентов, за что
отвечает оболочка модуля диагностики. Описание параметров загрузки хранятся в
файле конфигурации, который представлен XML файлом. Считанные
параметры загрузки из файла конфигурации передаются в «Component manager»,
который обращается к библиотекам модулей, указанным в XML файле. Из библиотеки загружается
необходимый модуль с требуемыми параметрами. При наличии дополнительных
особенностей загрузки они указываются в дополнительном файле конфигурации.
После загрузки модулей они помещаются в «Component manager», из которого в ходе
работы извлекается нужный модуль.
Основная
работа по прогнозированию состояния режущего инструмента происходит в модуле
обработки информации, который содержит различные алгоритмы анализа поступающих
данных. На первом этапе используемый диагностический
алгоритм должен определить основные периоды обработки детали, которыми являются
(рис. 2):
1.
холостой ход;
2.
врезание в заготовку;
3.
рабочий период;
4.
выход инструмента из заготовки.
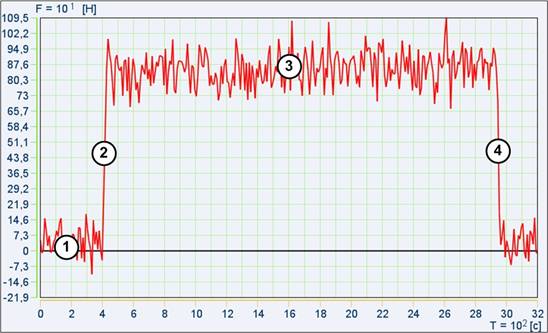
рис.
2 Периоды процесса обработки
Под рабочим периодом понимается информация,
полученная с датчиков из зоны резания станка, в период полного контакта режущей
части инструмента с заготовкой.
В
ходе работы алгоритма осуществляется сравнение текущего значения полученных
сигналов с эталонными параметрами инструмента, которые получены опытным путем и
хранятся в базе данных. Необходимые уровни уставки выбираются исходя из всех параметров
обработки, а именно: инструмента, заготовки и режима резания. В случае отсутствия
точных параметров происходит выбор наиболее близкого значения. При превышении
уровня предельно допустимого значения, записанного в базе данных для текущих
параметров обработки, производится команда на смену инструмента. При обработке
серии деталей возможно хранение в базе данных параметров обработки эталонной
детали, а затем осуществление сравнения текущего значения износа инструмента с эталонными
данными. Таким образом, при обработке крупной партии деталей одного типа
необходимо осуществить экспериментальную обработку одной такой детали и затем
выполнять сравнение с полученными данными, хранящимися в БД.
Встраивание
подсистемы диагностики в систему ЧПУ происходит в виде отдельного модуля,
работающего в реальном времени. Для корректной работы подсистемы диагностики
режущего инструмента должен быть определен протокол обмена информацией между
подсистемой диагностики и системой ЧПУ. К основным операциям обмена информацией
относятся:
·
запрос информации об условиях технологической операции;
·
запрос о шифре обрабатываемой детали, имеющей эталон в базе данных;
·
запрос информации о новом шифре детали, обрабатываемой впервые;
·
коррекция позиции режущего инструмента;
·
выдача сигнала на смену режущего инструмента;
·
сигнал на аварийную остановку процесса обработки;
·
коррекция допусков на диагностические параметры оператором.
Модуль
вывода передает информацию для графического вывода в терминальной части и
информацию, содержащую команды для подналадки, аварийного останова и другие.
Данные, предназначенные для терминальной части передаются с низкой частотой по
запросу.
В
терминальной части системы ЧПУ имеется дополнительный экран для визуализации
процесса диагностирования. Взаимодействие с терминальной частью происходит
через ядро системы ЧПУ (рис. 1). Таким образом, все обработанные данные
выводятся в терминальной части для повышения удобства работы оператора и визуализации
процесса диагностирования (рис. 3).
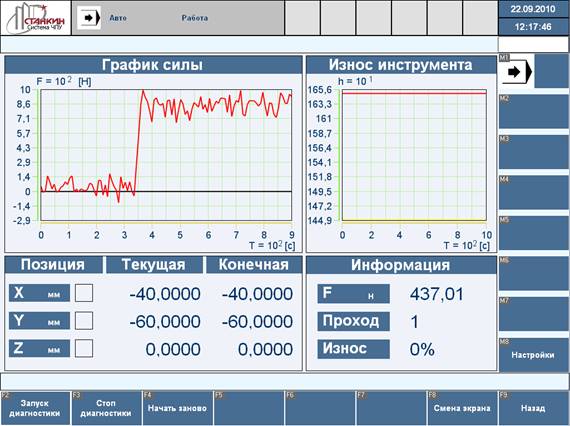
рис.
3 Терминальная часть режима диагностики инструмента в системе ЧПУ
Визуализация
данных позволяет максимально наглядно отображать текущее значение сигналов с датчиков,
как в цифровом, так и в графическом видах, а также значение износа инструмента.
Это позволяет следить за ходом износа инструмента во время процесса обработки,
что значительно облегчает работу оператора.
Разработка
и внедрение подсистемы диагностики режущего инструмента в систему ЧПУ позволяет
повысить качество обработки изделий, уменьшить процент брака и сократить общее
время обработки за счет своевременной подналадки режима обработки или замены рабочего
инструмента.