Методика
компьютерного практикума по основам автоматизированной подготовки программ для
станков с ЧПУ на базе системы CAD/CAM «Pro/ Engineer».
Гаранкин И.Б.,
Виноградов А.В., МамоновА.А.
Научный
руководитель: профессор Зубков В.А.
« МГИУ» - Московский Государственный
Индустриальный Университет
109280, г.Москва, ул.
Автозаводская,16,тел.: 674-63-77
e-mail: zubckow@msiu.ru
Для повышения конкурентоспособности продукции
отечественного машиностроения необходимо оснащение машиностроительных
предприятий современными станками с
ЧПУ, а там, где экономически выгодно, модернизация существующего оборудования
на основе систем ЧПУ. Поэтому актуальной является проблема подготовки
специалистов по техническому обслуживанию станков с ЧПУ и технологической подготовке производства
(ТПП) для них. Одним из важных направлений в ТПП является автоматизированная подготовка программ для
станков с ЧПУ.
В МГИУ подготовлена методика обучения студентов основам
автоматизированной подготовки программ для станков с ЧПУ на базе системы CAD/CAM «Pro/Engineer».
В качестве технической базы в этой методике
предусматривается компьютерный класс, оснащенный 24 рабочими местами
студентов, мультимедиапроектором и рабочим местом преподавателя.
Основными разделами теоретической части методики являются:
- особенности
станков с ЧПУ, координатные системы, форматы представления программ;
- этапы
подготовки программ для станков с ЧПУ;
- разработка
технологических процессов;
- разработка
технологической документации;
- построение
геометрических моделей деталей;
- построение
траекторий движения инструмента;
- расчет
управляющих программ и их контроль.
В разработанной методике практикум представлен как выполнение курсовой работы в
компьютерном классе. Для этого разработаны варианты заданий на основе каталога
блоков штампов с задним расположением направляющих скольжения
(ГОСТ 13125-83). Конструкция блока
содержит детали: нижняя плита, верхняя
плита, колонка, втулка.
Каждому
студенту выдается индивидуальный вариант блока штампа. В процессе
практикума предусмотрено
выполнение следующих заданий курсовой
работы:
- разработка
твердотельной геометрической модели нижней
плиты;
- разработка
твердотельной геометрической модели верхней
плиты;
- разработка
твердотельной геометрической модели колонки;
- разработка
твердотельной геометрической модели втулки;
- разработка
траектории торцевого фрезерования опорных
плоскостей
верхней плиты;
- разработка
траектории профильного фрезерования
верхней
плиты;
- разработка траектории сверления отверстий нижней плиты;
Информационный модуль практикума содержит в компьютерном виде следующие элементы:
- варианты заданий;
- образец выполненного варианта ( твердотельные геометри-
ческие модели
деталей, траектории технологических операций,
технологическая документация );
- методические указания по выполнению заданий
курсовой
работы.
Текстовые материалы создаются при помощи текстового редактора
MS WORD, а чертежи при помощи системы CAD/CAM/CAE/PDM PRO/ENGINEER. Взаимосвязь текстового редактора MS WORD и системы
CAD/CAM
осуществляется через гиперссылки.
Ниже представлена методика разработки траекторий для торцевого,
контурного фрезерования, сверления отверстий и токарной обработки деталей блока
штампов. Для выполнения задания необходимо выполнить следующие действия:
- cоздание модели
механообработки.
- разработка траекторий движения инструмента и их проверка.
Ниже представлено содержание этих действия для
некоторых операций.
Создание модели механообработки
Модель обработки
состоит из ссылочной модели (детали) и заготовки, собранных вместе. Модель
обработки можно задать двумя различными методами, в зависимости от
необходимости (либо создать новую твердотельную модель, либо импортировать
сторонний файл). Модель обработки является неотъемлемой частью процесса
обработки;
содержит ссылочную модель,
заготовку и все остальные элементы, составляющие процесс
обработки, такие как,
приспособления, технологические операции и переходы.
Разработка
траектории торцевого фрезерования опорных плоскостей верхней плиты
Для разработки траектории торцевого фрезерования
опорной плоскости верхней плиты
необходимо воспользоваться функцией Face Milling, она позволяет обрабатывать внешние грани
заготовки торцевой или концевой фрезой с радиусом. Можно выбрать плоскую
поверхность, или поверхность, параллельную плоскости безопасности. Все
внутренние контуры, на выбранной гране (отверстия, пазы), будут автоматически
исключены из обработки.
Траектория типа Face
Milling специально предназначена для торцевой подрезки материала с
поверхности заготовки; поэтому никакой контроль зарезов для внутренних островов
или смежных стенок здесь не выполняется.
Для построения
траекторий движения инструмента здесь необходимо выполнить следующую
последовательность действий:
- создать новую операцию, где
необходимо указать тип станка
(фрезерный), систему координат, и
создать плоскость отвода
инструмента;
- создать новый переход -
торцевая обработка (Face milling);
- задать тип и параметры
инструмента (торцевая фреза);
- задать параметры обработки:
|
¾
Подача
|
CUT_FEED |
|
¾
Шаг
по глубине |
STEP_DEPTH |
|
¾
Расстояние
между проходами |
STEP_OVER |
|
¾
Припуск
на
дно |
BOTTOM_STOCK_ALLOW |
|
¾
Угол
резания |
CUT_ANGLE |
|
¾
Типы
обработки |
SCAN_TYPE |
|
¾
Скорость
шпинделя |
SPINDLE_SPEED |
|
¾
Тип
охлаждения |
COOLANT_OPTION |
|
¾ Безопасное расстояние от обрабатываемого элемента |
CLEAR_DIST |
|
¾
Длина
подхода |
APPROACH_DISTANCE |
|
¾
Длина
отхода |
EXIT_DISTANCE |
- выбрать поверхность для обработки;
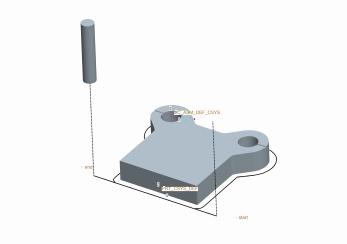
- помощью функции
Анимация
пути
(рис1.1) проверить траектории
движения инструмент, автоматически созданного системой.
|
|
|
Рис. 1 Траектория
торцевого фрезерования опорных плоскостей верхней плиты |
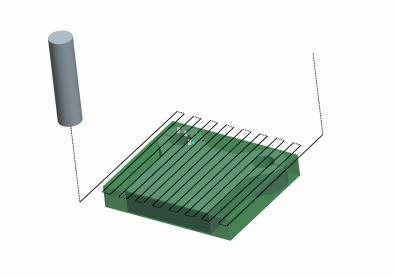
Разработка
траектории фрезерования профиля верхней
плиты блока штампов.
Для создания траектории
фрезерования профиля верхней плиты блока штампов необходимо
воспользоваться функцией Profile Milling, она используются для чернового или
чистового фрезерования вертикальных и наклонных (близких к вертикальным)
поверхностей.
Также функция пригодна
для обработки боковых стенок карманов и внешних контуров компонентов.
Поверхности обработки можно выбирать непосредственно на модели или создавать
различными методами. Выбранные или созданные поверхности должны удовлетворять
условию непрерывности траектории движения инструмента. Глубина резания
определяется глубиной выбранных поверхностей.
Для построения
траекторий движения инструмента необходимо придерживаться следующей
последовательности действий:
- создать новый переход – профильная
обработка (Profile milling);
- задать тип и параметры инструмента
(концевая фреза);
- задать параметры обработки:
|
¾
Подача
|
CUT_FEED |
|
¾
Шаг
по глубине |
STEP_DEPTH |
|
¾
Припуск
на профиль |
PROF_STOCK_ALLOW |
|
¾ Максимальная высота гребешков на стенках после обработки |
WALL_SCALLOP_HGT |
|
¾
Скорость
шпинделя. |
SPINDLE_SPEED |
|
¾
Тип
охлаждения. |
COOLANT_OPTION |
|
¾
Безопасное
расстояние от обрабатываемого элемента. |
CLEAR_DIST |
- задать стартовую точку, точки
подхода/отхода.
- выбрать контур для обработки.
- с помощью функции Анимация пути (рис. 2) проверить траектории
движения инструмент, автоматически
созданного системой.
Когда
создается движение автоматического резания (Automatic Cut), функции построения
резания (Build Cut) позволят добавить или удалить слои и проходы резания,
определить подход и отход инструмента и многое другое. Однако, если не
принимается траектория инструмента, сгенерированная системой по умолчанию
(которая при этом основывается на параметрах последовательности и ссылочной
геометрии), можно применить опцию Build Cut на уровне NC последовательности, при этом нет
необходимости использовать интерфейс пользователя для настройки механообработки
- Customize.
Эти опции
доступны только в том случае, если траектория движения инструмента NC
последовательности, не была настроена пользователем. Если определить элементы построения резания
(Build Cut) на уровне NC последовательности, и затем пытаться настроить
траекторию инструмента, система попросит сначала удалить элементы, определенные
на уровне NC последовательности. Откроется информационное окно - Info Window,
со списком элементов, которые необходимо удалить. Функции построения резания
(Build Cut), на уровне NC последовательности, доступны для фрезерования объема
(Volume), локального фрезерования (Local),
фрезерования по профилю (Profile), фрезерования поверхностей (Surface),
фрезерования граней (Face) и фрезерования кармана (Pocketing).
Функции
построения резания (Build Cut) на уровне NC последовательности, идентичны
таковым на уровне движения автоматического резания (Automatic Cut).
|
|
|
Рис. 2
Траектория фрезерования профиля верхней
плиты |
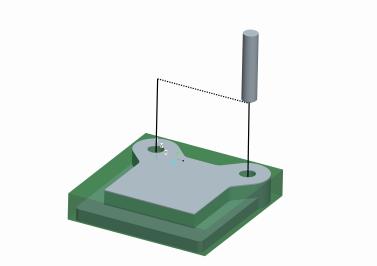
Разработка перехода сверления отверстий нижней
плиты
Режим обработки отверстий
позволяет создавать различные типы циклов - сверления, развертывания,
растачивания, нарезания резьбы метчиком, зенкования. Для создания траектории
обработки отверстий (Holemaking) необходимо выбрать тип цикла и задать наборы
отверстий для сверления. Порядок обработки отверстий устанавливается параметром
SCAN_TYPE [Тип Сканирования], который определяет траекторию переходов между
отдельными отверстиями; впрочем, Вы можете задать собственную
последовательность переходов, построив эту траекторию на эскизе или поочередно
указав оси отверстий.
Набор Отверстий (Hole Set) состоит из одного или нескольких отверстий,
подлежащих сверлению; каждый набор имеет свое определение глубины сверления или
диаметра зенковки. В одной траектории обработки отверстий Вы можете
использовать сразу несколько наборов; это позволяет просверливать отверстия
различной глубины, а также применять различные диаметры зенковки. Если
необходимо создать несколько траекторий различного типа для обработки одной и
той же группы отверстий [например,
последовательно выполнить сверление, зенкование, нарезание резьбы и
т.д.], Вы можете определить Группу Сверления (Drill Group), а затем
сослаться на нее во время определения наборов отверстий. Это значительно
упрощает процедуру выбора; кроме того, изменение параметров группы сверления
сразу же отражается на всех траекториях, созданных для этой группы.
Для построения
траекторий движения инструмента придерживаться следующей последовательности
действий:
- создать новый переход
– сверление (Drilling);
- задать тип сверления
(стандартное, глубокое, ломать стружку и
т.д.);
- задать тип и
параметры инструмента (сверло).
- задать параметры обработки
:
|
¾
Подача
|
CUT_FEED |
|
¾
Дистанция
выхода за глубину отверстия |
BREAKOUT_DISTANCE |
|
¾
Скорость
шпинделя. |
SPINDLE_SPEED |
|
¾
Тип
охлаждения. |
COOLANT_OPTION |
|
¾
Дистанция
выхода |
PULLOUT_DIST |
- выбрать набор
отверстий для сверления.
- помощью функции Анимация пути
(рис. 3) проверить траектории
движения инструмент, автоматически
созданного системой.
|
|
|
Рис. 3
Траектория сверления отверстий нижней плиты |