Эффективность применения информационных технологий в
ракетостроении
В.Н.
Сычёв,
к.т.н.,
А.
И. Островерх,
к.т.н.,
В.
Д. Костюков,
к.т.н.,
Е.Д.
Лобов,
В.В. Силин,
ГКНПЦ им. М.В. Хруничева, г. Москва
Одним из путей повышения конкурентоспособности
является снижение технологической себестоимости (трудоёмкости) выпускаемых
изделий. Трудоёмкость механической обработки составляет свыше 35% общей
трудоёмкости изготовления ракетно-космической техники и находится в прямой
зависимости от коэффициента использования материала - КИМ. До 70% деталей и сборочных единиц
изготавливаются из поковок с КИМ = 0.1. Перевод их на штамповку обеспечивает
повышение КИМ в четыре раза, что ведёт к снижению общей трудоёмкости механической обработки в
два раза. Это приведёт к высвобождению половины станочного парка и до 17%
производственных рабочих. Сдерживающим фактором реализации на практике этого
хорошо известного решения является длительный (до полутора лет) срок
проектирования и изготовления штампов и их высокая стоимость. Резко сократить
сроки и стоимость изготовления ковочных штампов можно за счёт применения
информационных технологий и прогрессивного технологического оборудования.
Как показывает практика наибольший эффект от применения
информационных технологий достигается тогда, когда в полной мере реализуются
методы «сквозного» проектирования – изготовления ДСЕ и изделий с применением
технологического программно-управляемого оборудования с ЧПУ на основе
использования системы ассоциативно связанных математических моделей. В эту
систему, как правило, входят математические модели: элементов конструкции,
заготовки (штамповка, литье), технологических процессов, средств
технологического оснащения - СТО (нестандартное оборудование, оснастка,
инструмент), технологических процессов изготовления СТО, управляющих программ
для ЧПУ, СТО второго рода, технологических процессов изготовления СТО второго
рода, технологической системы и ее компонентов.
Одним из примеров реализации данных методов является
опыт изготовления штампов горячего формования на станках с ЧПУ с применением
системы АДЕМ.
ADEM –
интегрированная система, условно разделенная на три основных модуля: ADEM CAD, ADEM САМ и ADEM TDM.
Модуль
ADEM/CAD является частью интегрированной системы,
созданной как инструмент конструктора проектанта.
Этим определяются характерные особенности
идеологии проектирования и создания конструкторской документации, заложенные в
систему.
Система объединяет в едином конструкторском пространстве все известные методы
геометрического проектирования:
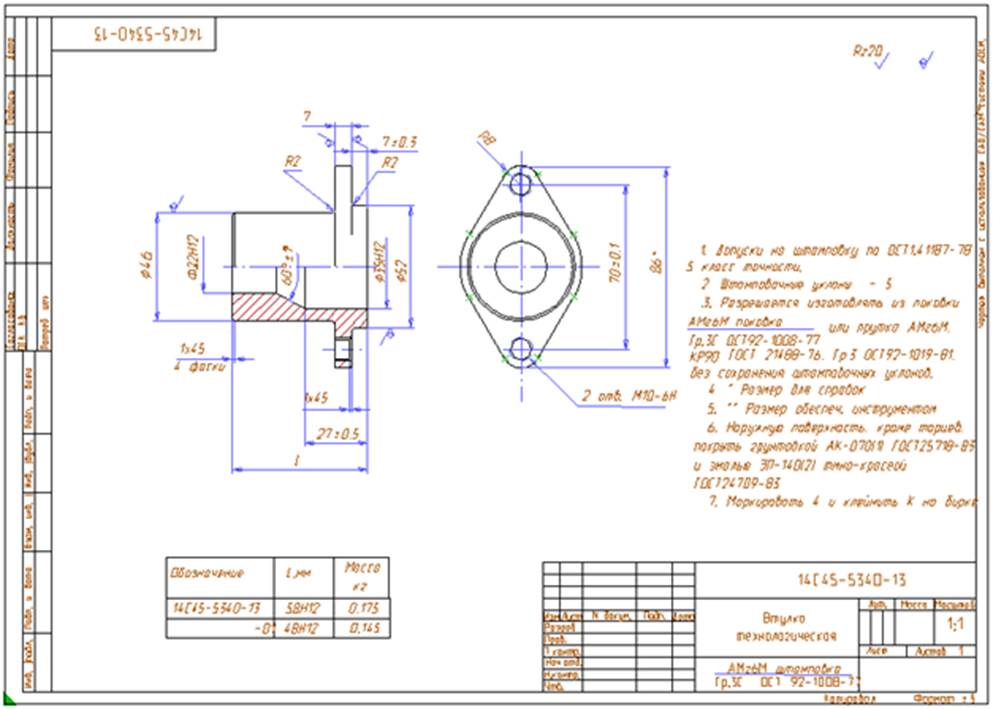
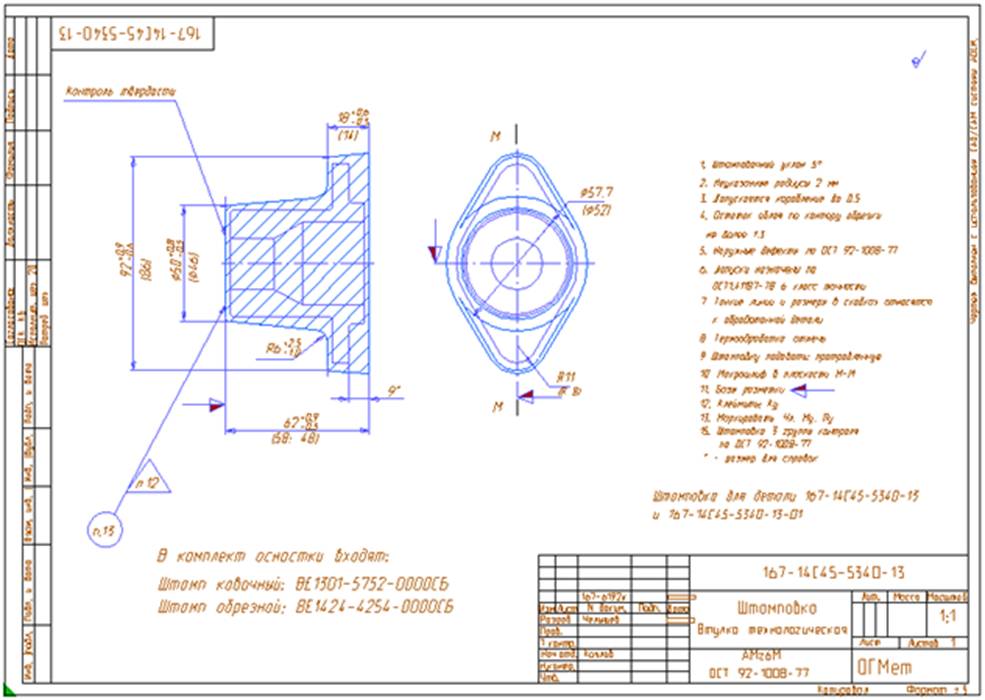
• Плоское двумерное
моделирование (рис.1),
• Черчение и оформление конструкторской документации (рис.
2),
• Параметрическое твердотельное пространственное моделирование (рис. 3),
• Поверхностное
моделирование,
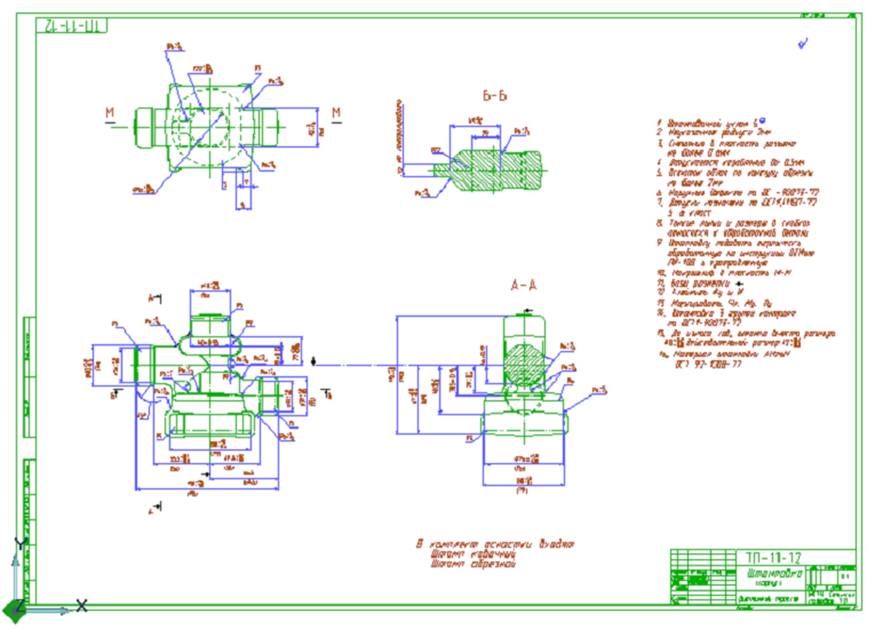
• Автоматическая генерация чертежных видов на базе пространственной модели (рис. 4),
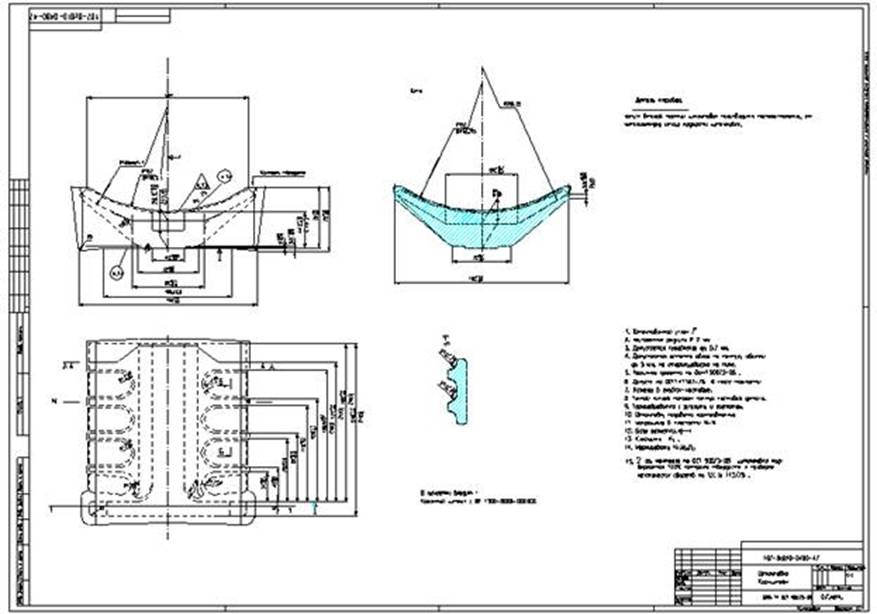
• получение вырезов, разрезов и
сечений (рис. 5),
• параметризация с явным
заданием параметрической модели (рис. 6),
• эвристическая параметризация модели с автоматическим распознаванием топологических ограничений (рис. 7),
• создание параметрических библиотек фрагментов обозначений, элементов, деталей и сборочных узлов (рис. 8) ,
• единые методы
работы с твёрдыми телами, поверхностями и открытыми оболочками (рис.
9,10),
• работа со сборками включает в себя функции по заданию взаимного расположения
деталей, анализу пересечений и определению величины зазоров (рис. 11)
,
• импорт и экспорт плоской
геометрической информации через DXF, IDES,
SAT, STL (рис. 12).
а)
б)
Рис.
1. Примеры применения метода плоского двумерного моделирования при проектировании: а)
технологической втулки; б) штамповки по системе АДЕМ
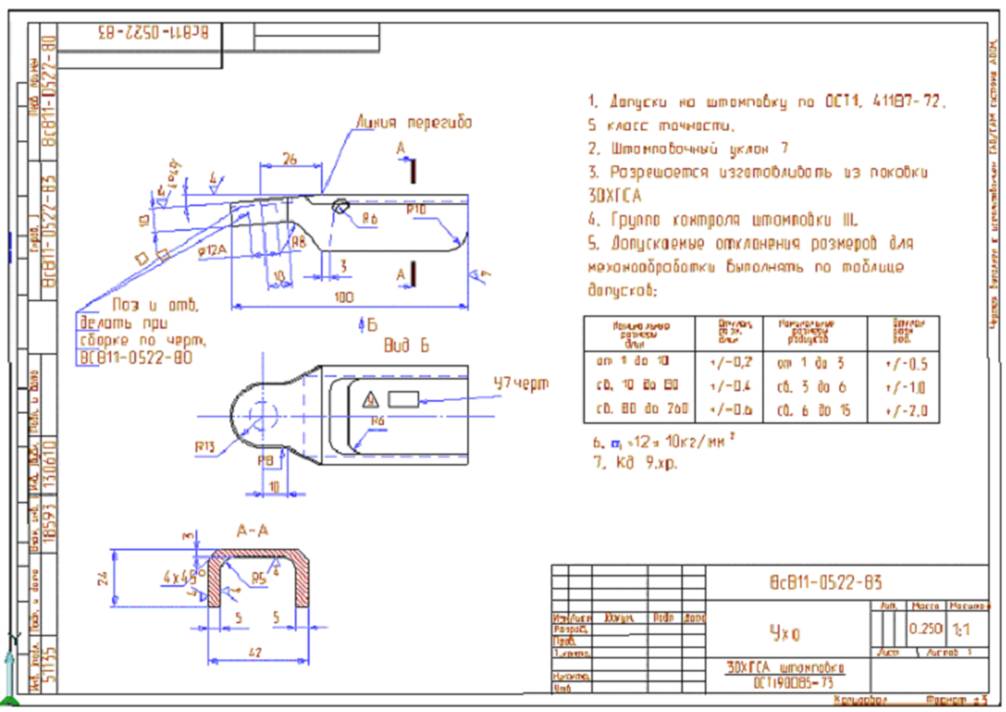
Рис.
2. Пример применения методов черчения и оформления
конструкторской документации на деталь типа «Ухо» по системе АДЕМ.
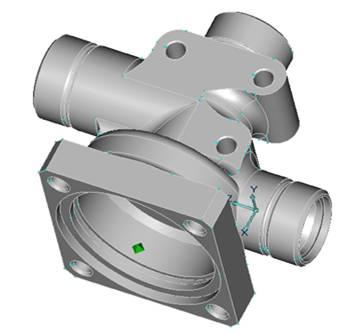
Рис. 3. Пример применения методов параметрического твердотельного пространственного моделирования при проектировании детали типа
«Корпус» по системе
АДЕМ.
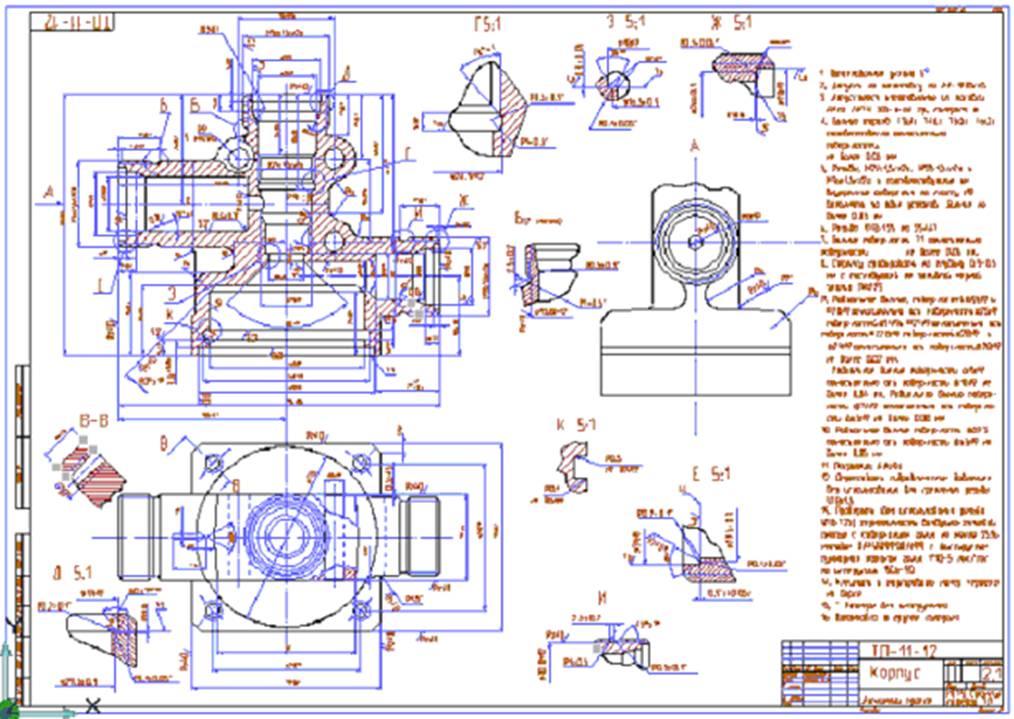
Рис.
4. Пример применения методов автоматической генерации чертежных видов на базе пространственной модели при проектировании детали типа
«Корпус» по системе
АДЕМ.
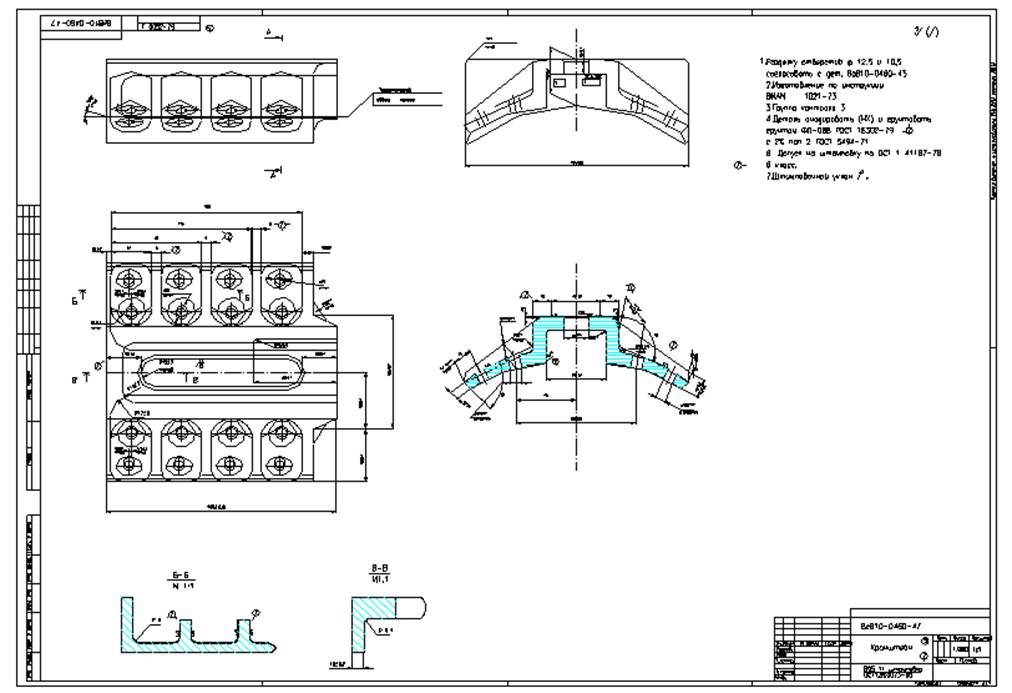
Рис.
5. Пример применения методов получения вырезов,
разрезов и сечений при
проектировании детали типа «Кронштейн» по системе АДЕМ.
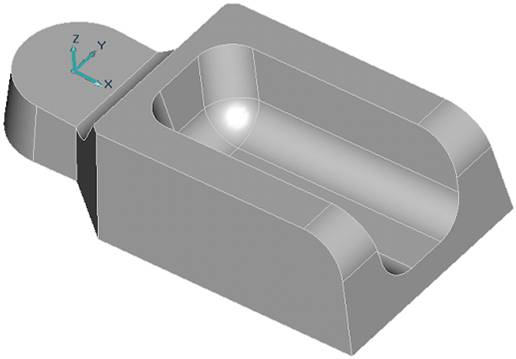
Рис.
6. Пример применения методов параметризации с
явным заданием параметрической модели при проектировании штамповки для
детали типа «Ухо» по системе
АДЕМ.
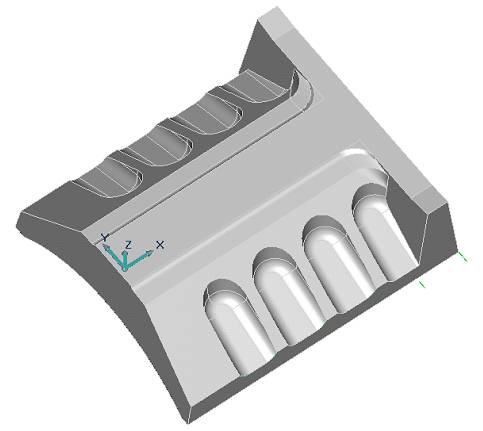
Рис.
7. Пример применения методов эвристической параметризации модели с автоматическим распознаванием топологических ограничений при проектировании штамповки для
детали типа «Кронштейн» по системе
АДЕМ.
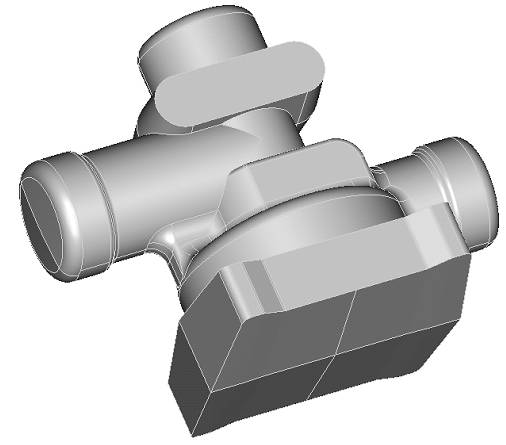
Рис.
8. Пример применения методов создания
параметрических
библиотек фрагментов обозначений, элементов, деталей и сборочных узлов при проектировании штамповки для
детали типа «Корпус» по системе
АДЕМ.
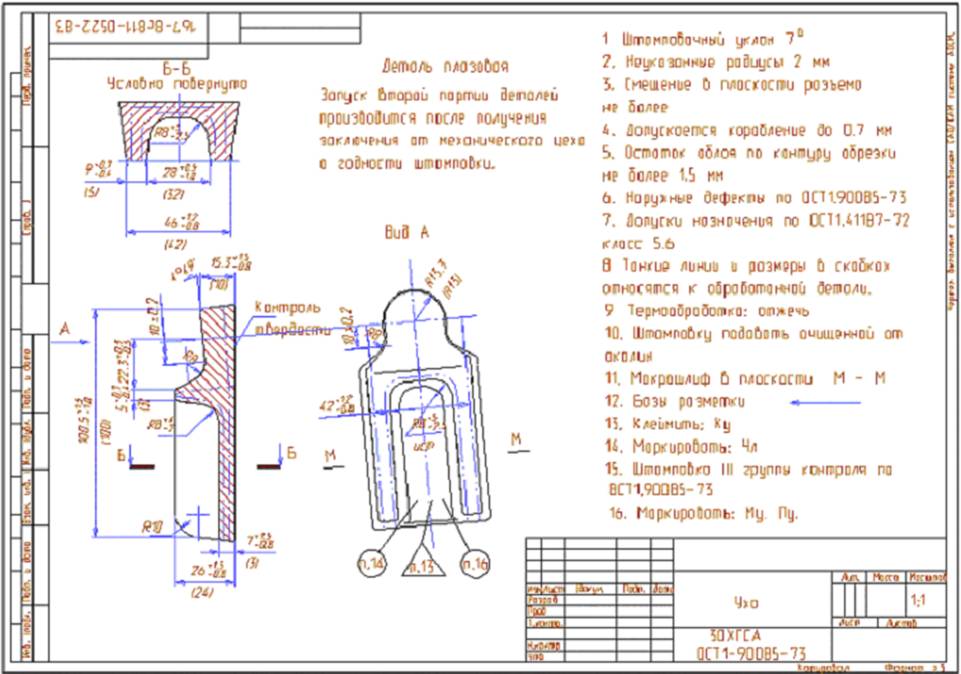
Рис.
9. Пример применения единых
методов работы с твёрдыми телами, поверхностями и открытыми оболочками при проектировании штамповки для детали типа «Ухо» по системе АДЕМ.
а)
б)
Рис.
10. Примеры применения единых
методов работы при проектировании штамповок для деталей: а) типа
«Кронштейн»; б) типа «Корпус» по системе АДЕМ.
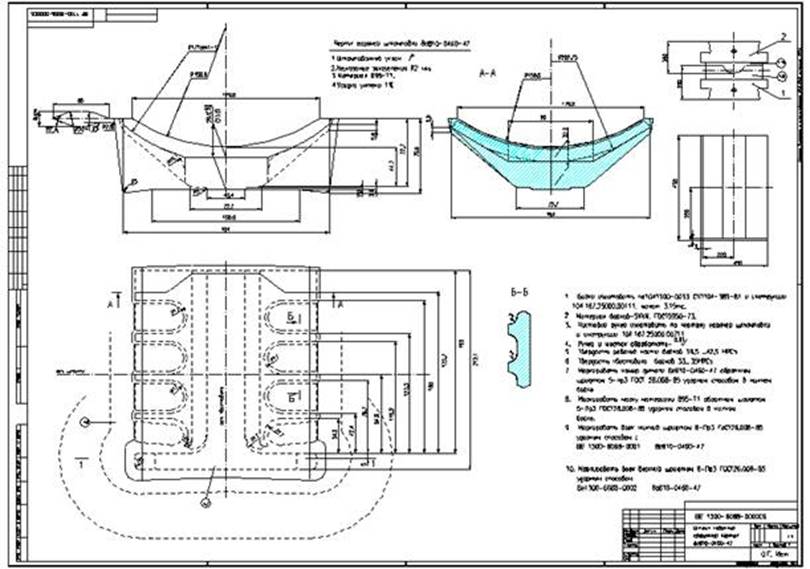
Рис.
11. Пример работы со сборками, при проектировании штампа для детали типа
«Кронштейн» по системе
АДЕМ.
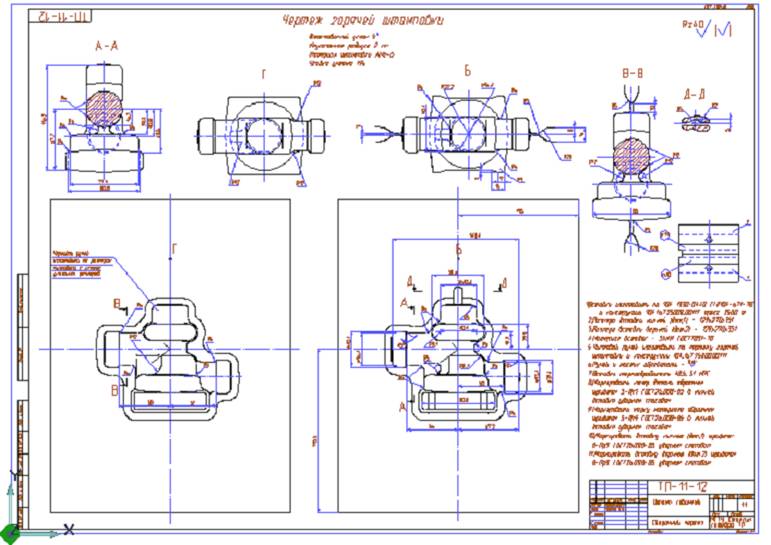
Рис.
12. Пример работы по импорту
и экспорту плоской геометрической информации при проектировании штампа для детали типа «Корпус» по системе АДЕМ.
Модуль
ADEM/CAM является частью интегрированной
системы и включает ряд подсистем, совместно функционирующих в едином
технологическом пространстве:
·
глубокое
взаимодействие с модулем ADEM/CAD (рис. 13),
·
подготовка
управляющих программ (УП) с использованием любых видов геометрических данных,
плоских эскизов, чертежей, поверхностей, твёрдых тел и их комбинаций (рис. 14) ,
·
полная ассоциативность геометрической и
технологической моделей, автоматическое отслеживание в УП изменений, внесённых
конструктором (рис. 15),
·
динамическое моделирование процесса обработки
с возможностью задания сложной заготовки (штамповка, литьё) и сравнение
результата обработки с математической моделью (рис. 16) ,
·
генерация постпроцессоров для всех типов стоек
с ЧПУ при помощи модуля ADEM/GPP (рис. 17),
·
библиотека
готовых постпроцессоров (более 200 наименований) для большинства
российских и зарубежных стоек с ЧПУ, возможность доработки и корректировки
постпроцессоров,
·
использование станочных циклов (рис. 18),
·
работа с вызовом подпрограмм,
·
формирование нескольких вариантов маршрута
обработки в рамках одного проекта,
·
создание библиотеки инструментов.
ADEM/CAM может комплектоваться
различными устройствами передачи УП на станки с ЧПУ.
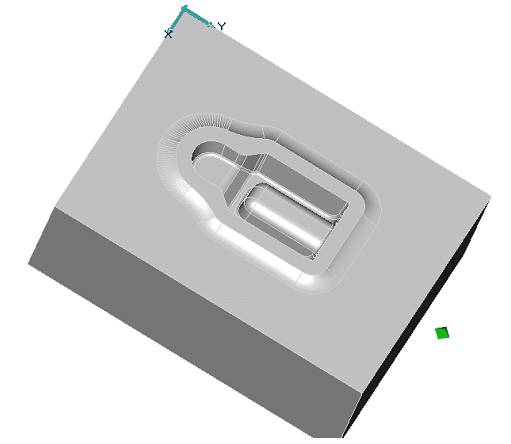
Рис.
13. Пример глубокого взаимодействия ADEM/CAM с
модулем ADEM/CAD при проектировании обработки нижней вставки штампа для детали типа «Ухо» по системе АДЕМ.
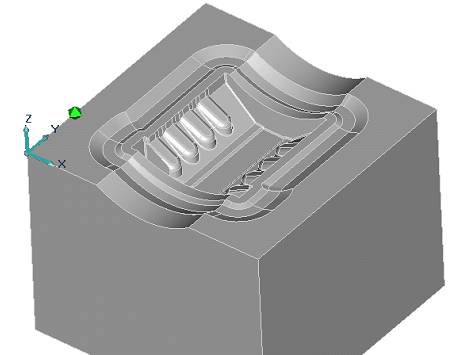
Рис.
14. Пример подготовки управляющих программ (УП) с использованием любых видов
геометрических данных, плоских эскизов, чертежей, поверхностей, твёрдых тел и
их комбинаций при
проектировании обработки нижней вставки штампа для детали типа «Кронштейн» по системе АДЕМ.
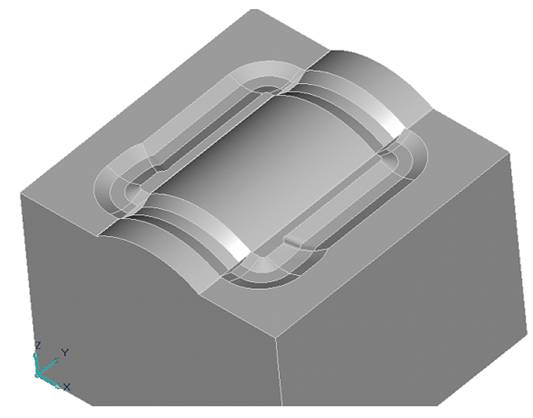
Рис.
15. Пример полной ассоциативности геометрической и технологической моделей,
автоматического отслеживания в УП изменений, внесённых конструктором при проектировании обработки верхней
вставки штампа для детали типа «Кронштейн» по системе АДЕМ.
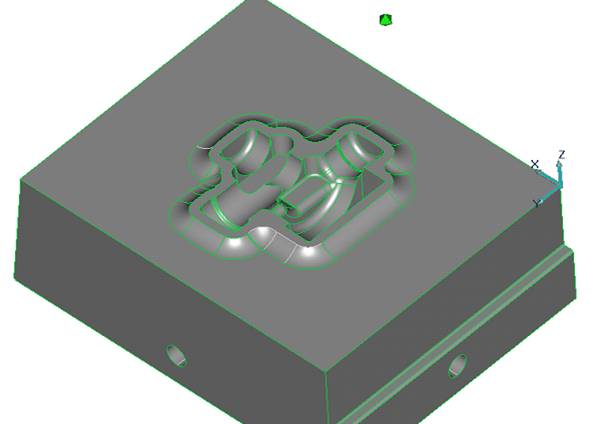
Рис.
16. Пример динамического моделирования процесса обработки с возможностью
задания сложной заготовки (штамповка, литьё) и сравнение результата обработки с
математической моделью при
проектировании обработки верхней и нижней вставок штампа для детали типа
«Корпус» по системе
АДЕМ.
Модуль
ADEM/TDM является частью интегрированной
системы и предназначен для автоматического формирования комплектов конструкторской
и технологической документации в формате, определяемом пользователем:
• разработка и оформление
конструкторской документации (чертёж, спецификация, пояснительная записка и т.
д.),
• разработка и оформление технической
документации (карты технологических процессов, карты наладки, ведомости
материалов, ведомости оснастки и т. п.),
• специализированный технологический
язык, позволяющий реализовать любые прикладные алгоритмы (заполнения выходных
форм, организацию поиска в базе данных, расчёт режимов резания, нормирование и
т. д.). Язык имеет как стандартные операторы (операторы присваивания,
сравнения, организации циклов и др.), так и специализированные (операторы
работы с базами данных, форматирования, загрузки эскизов и пр.),
• выходные формы и карты любой
конфигурации в соответствии с ЕСКД, ЕСТД, стандартами предприятия и др.
Подготовка карт осуществляется в модуле ADEM/CAD
Модуль ADEM TDM
(генерация технических документов) в первую очередь применяется для
автоматизации составления технологической документации на универсальное
оборудование. Однако генератор эффективно работает не только в технологическом
бюро, но и в КБ, например, для составления спецификаций и ведомостей или любых
других текстовых и тексто-графических документов. Принцип работы генератора
состоит в настройке его на определенный процесс проектирования и подключения
соответствующих баз данных, после чего пользователь получает САПР,
проектирующий документы в стандартных формах или в формах, определенных
пользователем.
При проектировании – изготовлении штампов горячего
формования с применением системы ADEM
были выполнены следующие виды работ:
1. Сформированы
геометрические модели деталей.
2. Спроектированы заготовки (штамповки) деталей.
3. Сформированы их геометрические модели.
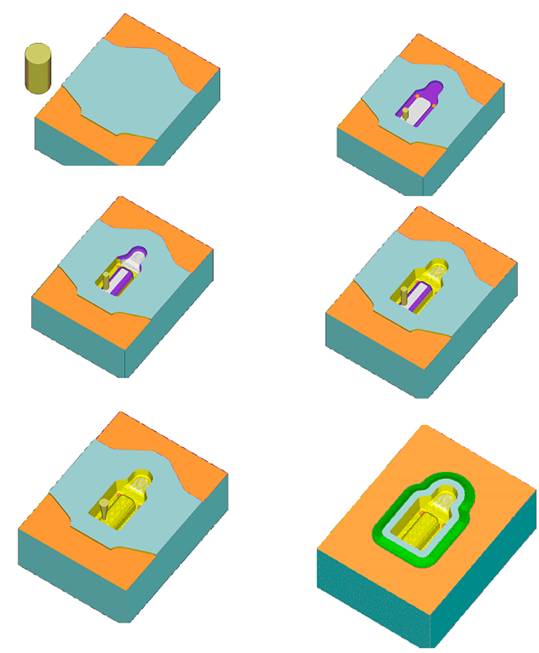
Рис.17.
Пример генерации постпроцессоров для всех типов стоек с ЧПУ при помощи модуля ADEM/GPP при расчёте
УП обработки нижней вставки ковочного штампа для детали типа
<<ухо>> на ир – 500.
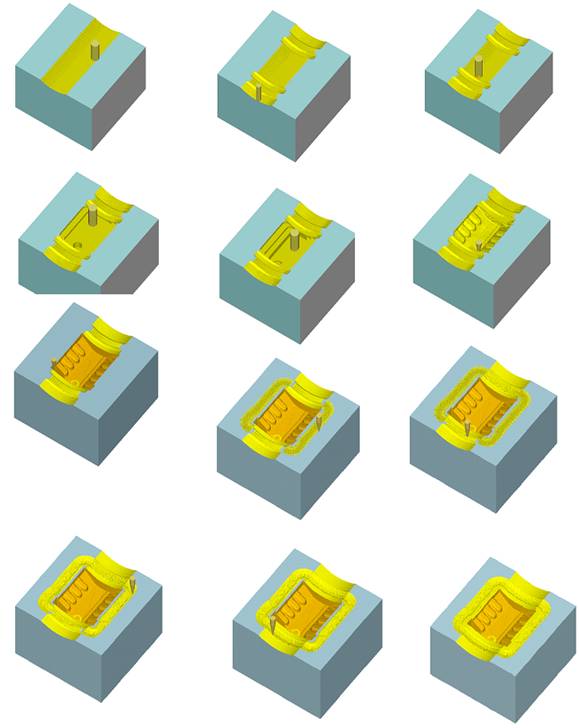
Рис.18. Пример использования станочных
циклов при расчёте УП обработки
нижней вставки ковочного штампа для детали типа << кронштейн >> на ир – 500.
4. Спроектированы
ковочные и обрезной штампы.
5. Сформированы их геометрические модели.
6. Выполнена
деталировка штампов и сформирован комплект конструкторской документации.
7. Спроектированы
технологические процессы изготовления формообразующих элементов (вставок)
ковочных штампов.
8. Сформированы
технические задания на изготовление специального режущего инструмента
(комплектов фрез) с выводом их эскизов.
9. Рассчитаны
управляющие программы обработки вставок на обрабатывающем центре модели ИР-500.
10. Проведено компьютерное моделирование процесса
обработки вставок.
11. Введены изменения в УП по результатам
моделирования.
12. Проведено натурное моделирование процесса
обработки (модель детали – алюминиевый сплав).
13. внесены изменения в УП по результатам
натурного моделирования.
14. Произведена обработка вставок на ИР-500 .
На рис.19
представлены фото нижних вставок ковочных штампов и изготовленных на этих
штампах заготовок технологической втулки пирозамка изделия «Рокот» и детали
типа «Ухо» изделия «Протон – М».


Рис.19. Фотографии изготовленных
штамповок и обработанных вставок ковочных штампов.
Проведению этих работ
предшествовал семинар «Новые наукоемкие технологии изготовления изделий
аэро-космической техники и средств их технологического оснащения на
оборудовании с ЧПУ фирмы Starrag – Heckert» прошедший в ОТО ГКНПЦ им. М.В.Хруничева 5 апреля 2000 г.
На
семинаре присутствовало 26 человек из 16 подразделений РКЗ (5 человек –
инструментальное производство).
Участники
семинара с интересом прослушали вступительное слово Помощника Генерального
директора ГКНПЦ им. М.В.Хруничева доктора технических наук, профессора Сухова
Г.М., в котором он охарактеризовал актуальность семинара, его своевременное
проведение и выразил надежду, что он послужит одним из первых шагов к созданию
секции наукоемких технологий в рамках академических чтений по космонавтике,
проводимых в память академика Королева С.П. комитетом по космонавтике России, и
поможет поднять на новую, более высокую ступень развитие аэро-космической
промышленности.
Особое
внимание вызвал развернутый доклад руководителя группы коммерческого отдела
фирмы Starrag – Heckert Technologie Ерзнкяна Тиграна Вячеславовича о истории создания фирмы, ее
специализации, краткой характеристике оборудования, системности и комплексности
предлагаемых решений по высокоскоростной (400 – 450 м/мин) обработке деталей
аэро-космической техники, составе потребителей и партнеров фирмы, объемах
продаж оборудования с ЧПУ, выпускаемого фирмой, в России и за рубежом.
Внимание
слушателей привлекло и сообщение руководителя представительства фирмы в СНГ
Комарова Валерия Георгиевича о характере работы представительства в России и
спектре услуг, оказываемых им постоянным и потенциальным клиентам.
Повышенный
интерес вызвал видеофильм с примерами реализации системных и комплексных
решений (проектов), реализованных на предприятиях-потребителях аэро-космической
отрасли. Участники семинара задали ряд вопросов по масштабам применения CAD/CAM
систем, их составу, тактико-техническим характеристикам, применяемым и поставляемым
фирмой средствам технологического оснащения к оборудованию с ЧПУ, номенклатуре
обрабатываемых деталей, маркам обрабатываемых материалов, рекомендуемых режимов
обработки и т.п. Искреннее признание у слушателей семинара получил
представленный фирмой анализ проектов, реализованных в России и, в частности,
на одном из предприятий Авиапрома, где один 5-ти координатный станок фирмы Starrag
заменил 23 единицы технологического оборудования. Участники семинара единодушно
отметили, что подобные результаты обработки на одном станке деталей из легких
сплавов и труднообрабатываемых материалов являются настоящим «прорывом» в
области механической обработки деталей аэро-космической техники.
Заинтересовало
слушателей и демонстрация возможностей нового оборудования с ЧПУ фирмы Heckert,
обеспечивающего скорость перемещений до 100 м/мин, ускорения до 15 м/сек2, с емкостью
инструментального магазина до 300 шт., снабженного устройствами для интеграции
в гибкие производственные системы, а также станка модели ZT–800
версии 140 фирмы Starrag с автоматической сменой унифицированного шпинделя,
предназначенного для изготовления штампов и пресс-форм и обеспечивающего
оптимальное соотношение цена/производительность в инструментальном производстве
(рис.20).
На
основе обмена мнениями между участниками семинара принято следующее решение:
отметить необходимость повышения
уровня инструментального производства завода до уровня лучших мировых аналогов,
оснащения его прогрессивным оборудованием, в первую очередь с ЧПУ и
координатно-измерительными машинами.
организовать опытный участок
механической обработки формообразующих элементов средств технологического
оснащения, используя резервные мощности основного механического производства, в
том числе простаивающие станки с ЧПУ токарной, фрезерной групп и обрабатывающих
центров;
приобрести две единицы обрабатывающих
центров фирмы Starrag модели ZT–800/140 (для
инструментальных цехов) в комплекте с персональными компьютерами типа Pentium IV и CAD/CAM системой (не менее 2-х
лицензий) типа ADEM (фирмы Омега Технология);
после
освоения прорывных высоких наукоемких технологий, предлагаемых фирмой Starrag
– Heckert Technologie, в инструментальном
производстве перенести опыт
высокоскоростной обработки сложно-фасонных поверхностей в механические цеха
основного производства с
закупкой необходимого комплекта технологического
программно-управляемого оборудования с ЧПУ фирмы Starrag – Heckert.
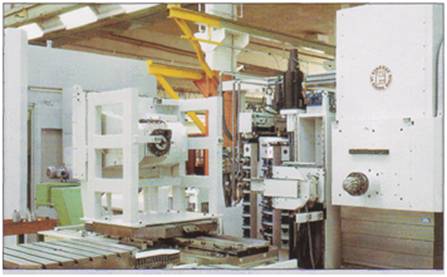
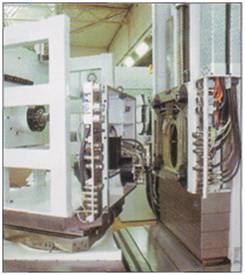
Рис.20.
Фотографии станка модели ZT–800
версии
140.
Таблица1
Технические характеристики станка ZT-800
|
Станок ZT-800 |
|||||||||
|
Версия 110 |
Версия 130 |
Версия 140 |
Версия 160 |
||||||
|
Спецификации |
3-4 координатная обработка |
5ти координатная обработка |
Автоматическая смена узла |
Версия 130 плюс токарная обработка |
|||||
|
В продольном направлении X |
1600мм
|
1600 мм |
|||||||
|
В вертикальном направлении Y |
1000 мм |
1250 мм
|
|||||||
|
В вертикальном направлении Y, |
1250 мм |
||||||||
|
В вертикальном направлении Y, |
1500мм
|
1500 мм
|
|||||||
|
В поперечном направлении Z |
1320 мм |
1320 мм
|
|||||||
|
Диапазон поворота А
|
горизонт |
160 град |
|||||||
|
Круглый стол В |
360 град. беск. |
360 град беск. |
|||||||
|
Зона помех |
1680 мм |
1680 мм
|
|||||||
|
Подача |
|||||||||
|
Оси X, Y, Z |
20000 Н, 20000 ММ/МИН |
||||||||
|
Ось В
|
5,5 об/мин |
5,5 /10 об/мин |
10 об/мин |
||||||
|
Ось А
|
6 /12 об/мин |
6 об/мин |
|||||||
|
Поворотный стол |
|||||||||
|
Приводная мощность 100% ED.
|
30 кВт |
||||||||
|
Максимальный крутящий момент |
5700
|
||||||||
|
Диапазон чисел оборотов |
10-500 об/мин |
||||||||
|
Погрешность позиционирования
"Р", X, Y, Z (А, А,) |
0,009 ММ {9 С} |
||||||||
|
Диапазон разброса при позиционировании
"Ps",
X, Y, Z (A, A,)
|
0,005 мм {5 С}
|
||||||||
|
Количество инструментов |
48 - 204, опция - 276 |
||||||||
|
Макс. диаметр инструмента |
300 мм со свободными местами, 130 мм без свободных
мест |
||||||||
|
Макс. длина инструмента и вес |
600 мм, 30 кг
|
||||||||
|
Время смены инструмента |
1 0 секунд |
||||||||
|
Количество и размер |
2 штуки, 800 х 800 мм или 800 х 1000 мм |
||||||||
|
Вес закрепляемой детали |
4 000 кг |
2500 кг |
|||||||
|
Время смены |
около 45 секунд |
||||||||
|
Вес станка |
около 30 т |
около 30 т |
около 32 т |
около 34 т |
|||||
|
Требуемые размеры помещения L x D х Н
|
приблизительно 8,1 х 9, 1 х 4,2 м
|
прибл.8,1х9,1х4,6 м
|
|||||||
Благодаря
возможности автоматической
смены унифицированного шпинделя изделия, стало реальностью применение оптимальной технологии
обработки. Использование на данном станке двух сменных унифицированных узлов шпинделя
гарантирует наилучшую технологию обработки
и, таким образом, реализацию наиболее оптимальной
экономичности для широкого спектра деталей.
Примеры возможностей обработки:
·
жесткие унифицированные узлы шпинделя изделия
для тяжелых черновых проходов и прецизионных отверстий
·
пятикоординатная обработка с 1-осевым поворотным рабочим шпинделем.
·
высокоскоростная резка благодаря применению
унифицированных узлов шпинделя с приводом от высокочастотного электродвигателя.
Областями
применения являются изготовление форм и штампов, общая механическая обработка
сложных деталей и высокоскоростная обработка в 3-5 координатах
одновременно.
С целью
экспериментальной отработки решений семинара были проведены опытные работы по
изготовлению головной партии вставок ковочных штампов на имеющемся оборудовании
с применением инструмента со специальным покрытием, любезно предоставленного
фирмой Starrag.
Компьютерное моделирование процессов
механической обработки вставок ковочных штампов позволило резко сократить сроки
технологической отработки УП, значительно уменьшить объём и затраты, связанные
с проведением натурных испытаний УП на моделях из лёгких сплавов и реализовать
одно из главных условий инструментального производства - бездоводочное изготовление годной детали из
первой заготовки.
Контроль изготовленных ковочных штампов
производился традиционными методами с применением технической мочевины для
получения слепка штампуемой детали и косвенных методов контроля с применением
набора шаблонов, изготовленных плазово – шаблонным цехом.
В дальнейшем
предполагается окончательный контроль сложных геометрических поверхностей,
в том числе и выходящих на теоретические обводы, осуществлять с применением
средств объектного контроля, оснащенных интерфейсами со средствами
вычислительной техники. Это, прежде всего, координатно-измерительные машины
(КИМ) типа MicroVal, MicroVal PFx, а также КИМ фирмы Faro (США), Opton (ФРГ), Лапик (Россия) и др.,
устанавливаемые на производственных площадях цехов изготовителей.
Предполагается также
тесное взаимодействие ОГМет, отдела неметаллов (ОНЕМЕТ), отдела холодной
штамповки (ОХШ) и отдела новой техники (ОНТ) с плазово-шаблонным цехом по
созданию производства электронных плазов и шаблонов, а также с отделом Главного
метролога (ОГМетр) по освоению спектра методов объективного контроля, прежде
всего формообразующих элементов средств технологического оснащения
металлургического производства, и освоению гибридной технологии их
проектирования, основанной на широком использовании координатно-измерительных
машин (КИМ) с ЧПУ и интерфейсами к ПЭВМ таких, как КИМ цехового уровня фирмы FARO (США), DEA и Poli (Италия).
Предполагается активное
участие ИП и его цехов совместно с ОГМет, ОХШ, ОНЕМЕТ, ОМО, ОНТ в работах по поиску эффективных решений в
области модернизации существующего парка оборудования ИП и оснащению его
прогрессивным оборудованием, в том числе с ЧПУ по типу созданного на МАПО «МИГ»
автоматизированного производства обводообразующей оснастки с применением
станков с ЧПУ (3-х – 5-ти координатных) фирмы MECOF (Италия), CAD/CAM/CAE - систем CATIA (фирмы IBM США) и ADEM (фирмы Омега Технология), с целью
получения УП обработки уникальных формообразующих элементов средств
технологического оснащения в едином
сквозном процессе проектирования на
АРМах ИП, ОГМет, ОНЕМЕТ, ОНТ,
ОХШ.
Выводы
• Впервые в реальных производственных
условиях РКЗ реализован принцип сквозного
проектирования-изготовления штампов
горячего формования.
• Сокращён срок
технологической подготовки производства в 2 раза.
• Снижена на
44.3% трудоёмкость изготовления штампов.
• Коэффициент
использования материала увеличен в 4 раза.
• На 80%
сокращены слесарно-доводочные операции при изготовлении штампа.
• Отработаны в
производственных условиях CALS - технологии.
• Эффективность
эксплуатирующихся на ГКНПЦ Acad и I-DEAS повышена в 4раза.
• Отработан
метод "сухой" (без применения смазывающе-охлаждающей жидкости)
механической обработки сложных формообразующих элементов средств
технологического оснащения. Реализация его на практике позволит существенно
сократить расход воды, внедрить "чистую технологию" механической
обработки и более чем на 10 тон в год сократить количество выбросов абразивной
пыли и паров СОЖ в атмосферу.
• Стоимость
ковочных штампов снижена в 3 раза.