Особенности применения
параметрического программирования при создании управляющих программ для системы
ЧПУ «АксиОМА Контрол»[1]
С.В. Евстафиева,
ст. преп., svetlana.evstafieva@gmail.com,
Н.Ю. Червоннова,
ст.
преп., 4ervonnova@list.ru,
О.А. Кудинов,
асп., tpnnkc@mail.ru,
МГТУ «СТАНКИН», г. Москва
В данном докладе описан
параметрический метод программирования станков с ЧПУ, приведено сравнение
синтаксиса макроязыка различных производителей систем ЧПУ, сформулирован
обобщенный алгоритм создания параметрических программ. В частности, рассмотрены
программные решения, которые предоставляет система ЧПУ «АксиОМА
Контрол» для создания параметрических программ.
This report describes a method for
parametric programming of CNC machine tools, a comparison of the macro language
syntax, various manufacturers of CNC systems, formulated a generalized
algorithm for creating parametric programs. In particular, we consider software
solutions offered CNC system "Axioma
Control" to create parametric programs.
В зависимости от типа
имеющегося оборудования, программного обеспечения и сложности формы детали
создание управляющей программы для станка с ЧПУ может осуществляться следующими
способами:
·
автоматическая
генерация УП при помощи CAM–систем – применяется для создания управляющих
программ на 3-5 координатных станках для деталей с поверхностями сложной формы;
·
написание
программы на языке ISO-7bit/
языке высокого уровня/ специализированном языке системы ЧПУ;
·
применение
систем цехового программирования.
Метод ручного программирования
заключается в том, что технолог-программист создает управляющую программу с
помощью персонального компьютера и установленного на нем обычного текстового
редактора, если же на производстве нет ПК, то используется обычной листок
бумаги и ручка. Программирование на
стойке (цеховое) подразумевает создание УП непосредственно на терминале ЧПУ. В
таком случае управляющие программы могут создаваться как с использованием G
и M команд, так и с помощью диалогового
(оконного). CAM-системы обеспечивают
значительное снижения трудоемкости при расчете УП. Используя данный
метод, можно создавать УП для деталей любой геометрии
с помощью построенных заранее на основе чертежа геометрических моделей. Метод
избавляет технолога - программиста от сложных математических расчетов и
позволяет создавать базовую программу для различного оборудования с ЧПУ.
В настоящее время
любой из перечисленных способов приемлем для использования в зависимости от
специфики
производства, а, следовательно, не один из них не может полностью вытеснить
остальные.
Параметрическое программирование, как
один из способов ручного программирования, (макропрограммирование, язык
высокого уровня) –язык программирования систем ЧПУ,
который позволяет с помощью одной управляющей программы (макрокоманды) описать
алгоритм обработки целой группы деталей или отдельных элементов деталей (фаски,
канавки и т.д.). Составив макропрограмму, необходимо скинуть её в память стойки
ЧПУ и при необходимости вызывать в основной программе по имени, либо с помощью
функции вызова подпрограммы, при этом заполнив необходимые параметры. Система
сама произведет пересчет контура по заданным данным и начнет обработку нового
контура. Таким образом можно рассчитывать управляющие
программы, для деталей имеющих схожую геометрию (для пересчета управляющей
программы на новую деталь, необходимо заполнить список параметров, которые
содержатся в программе), что существенно облегчит работу оператора. Для людей,
которые знакомы с основами программирования, освоение параметрического
программирования не составит никакого труда.
Исследуя современные системы ЧПУ,
можно прийти к выводу, что в большинстве систем параметрический язык, либо
полностью идентичен, либо имеет небольшие синтаксические расхождения. В таблице
1 находится сравнение синтаксиса параметрического языка современных систем ЧПУ.
[1, 2, 3, 4]
Таблица.1
Синтаксис параметрического программирования современных
систем ЧПУ
|
Система ЧПУ |
TX8i
(Traub) |
Sinumerik
(Siemens) |
0i-Mate
(Fanuc) |
АксиОМА Контрол |
|
Идентификация переменных |
L
(L1…L522) |
R
(R1…R522) |
#
(#1…#522) |
long, ouble, char |
|
Условный переход |
IF,GOTO,
THEN |
IF, GOTO(A,B), THEN,
CASE |
IF, GOTO(A,B), THEN |
If()…else |
|
Циклы |
WHILE, DO, END |
WHILE, DO, END,
REPEAT(A,B), ENDLABEL |
WHILE, DO, END |
for(), while(),
do…while() |
|
Арифметические операторы |
У всех систем имеется
стандартный набор общепринятых арифметических операторов |
|||
Упрощенный вид
алгоритма создания параметрической программы представлен на Рис.1.
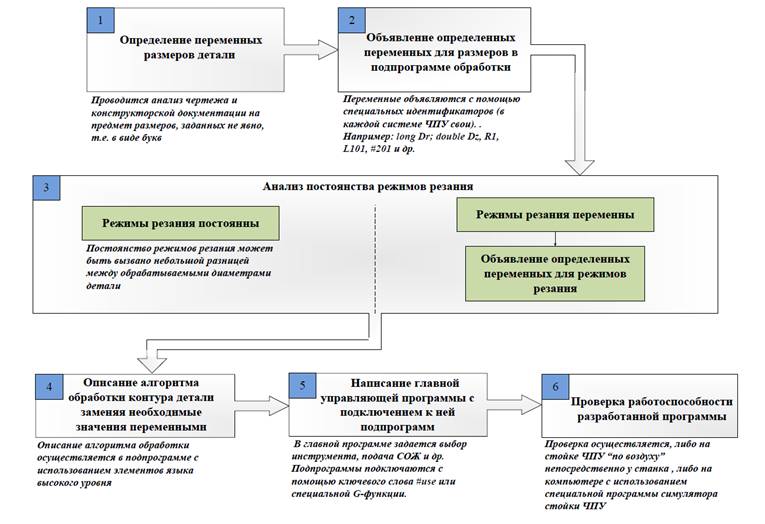
Рис. 1 Алгоритм создания
параметрической программы.
Первоначально необходимо определить
размеры, которые будут заменены переменными, то есть те размеры, которыми
различается геометрия деталей. Далее следует объявление переменных с помощью
специальных идентификаторов, уникальных для каждой системы ЧПУ. Так же, в
зависимости от изменений в геометрии, могут изменяться и режимы резания. Это
следует учитывать и, при необходимости, идентифицировать переменные и для них.
Далее, используя элементы параметрического языка, идентифицированные переменные
и G-код, составляется общий алгоритм изменения траектории
инструмента при обработке, который, при необходимости, выделяется в
подпрограмму с последующим вызовом в главной программе.
Программные решения АксиОМА
Контрол для создания параметрических программ
Язык программирования высокого уровня
для системы ЧПУ АксиОМА Контрол
разработан на основе стандарта ANSI C с учетом специфики применения на системе
ЧПУ и представляет собой сочетание эффективных и мощных средств в относительно
простом языке. Язык высокого уровня не содержит встроенных функций для
выполнения таких задач, как ввод и вывод, работа со строковыми параметрами,
математические операции, однако для выполнения таких задач используются наборы
заранее определенных функций и макросов. Среди важных характеристик языка
высокого уровня можно отметить следующие:
§ Полный набор
операторов цикла, условий и перехода для логичного и эффективного управления
ходом выполнения программы, способствующий структурному программированию.
§ Большой набор
операторов. Множество операторов позволяют ясно и с минимальным кодированием
создавать другие виды операций.
§ Несколько размеров
целых величин и типы с плавающей точкой двойной точности для обеспечения
точности на широком диапазоне станков, в том числе и с пикоточностями.
Можно создавать более сложные типы данных, массивы и структуры данных, согласно
конкретным требованиям программы.
На рисунке 2 показан способ вызова
подпрограммы в главной программе в системе ЧПУ «АксиОМА
Контрол». Возможен множественный вызов
как с одинаковым, так и с различным набором параметров.
К основным элементам языка относятся:
символы, константы, идентификаторы, ключевые слова, комментарии, лексемы.
Набор символов языка высокого уровня
состоит из букв, цифр и символов пунктуации, которые в языке имеют специальное
значение. Программа строится путём комбинирования набора символов языка
высокого уровня в осмысленные операторы. Все символы программы должны быть из
набора символов языка высокого уровня. Однако строковые литералы, символьные
константы, комментарии и имена файлов могут содержать любой символ из
представительного набора. Каждый символ в наборе символов языка высокого уровня
имеет в языке конкретное значение, поэтому интерпретатор выводит сообщение об
ошибке при обнаружении несоответствия в использовании символа в программе.
Рис. 2 Вызов
подпрограммы в главной программе в системе ЧПУ «АксиОМА
Контрол»
Одним из ключевых элементов, который помогает в создании параметрических программ является режим
просмотра сообщений системы (режим лог - файла), в этом режиме отображается
подробная информация об ошибках, допущенных во время написания управляющей
программы (Рис. 3). [4]
Рис. 3 Окно лог-файла
В данном докладе показано, что язык
высокого уровня облегчает процесс программирования деталей для токарных
станков. Если же рассматривать станки фрезерной группы, то здесь тоже возможно
использование параметрических программ для описания траекторий обработки
деталей и элементов не сложной геометрии. При усложнении геометрии деталей
использование макропрограмм осложняется тем, что количество координатных осей
станков возрастает от трёх до пяти, что повышает риск допущения ошибок
технологом-программистом и уменьшает целесообразность их использования.
Литература
1.
Козак Н.В., Абдуллаев Р.А., Ковалёв И.А., Червоннова Н.Ю. Реализация логической задачи ЧПУ и задачи
производственной безопасности на основе внешних вычислительных модулей Soft PLC // Автоматизация в промышленности, №5. 2016.
с.28-30.
2.
Нежметдинов Р.А., Кулиев А.У., Николушкин А.Ю., Червоннова Н.Ю. Управление электроавтоматикой
токарный и токарно-фрезерных станков на базе Soft PLC
// Автоматизация в промышленности, №4, 2014. с. 49-51.
3.
Н.В.
Козак, Р.Л. Пушков, С.В. Евстафиева
Реализация задач управления электроавтоматикой на
основе внешних вычислительных модулей Soft PLC в
системе ЧПУ "АксиОМА Контрол"
// Промышленные АСУ и контроллеры. №7, 2016. с. 3-9
4.
АксиОМА Контрол:
Язык высокого уровня для создания параметрических управляющих программ.
Техническое описание – М.: МГТУ «Станкин», 2012г. –
79с.