Реализация управления электроавтоматикой многофункциональных
фрезерных обрабатывающих
центров
на базе программно-реализованного контроллера отечественного производства[1]
Р.А. Нежметдинов,
к.т.н., доц., r.nezhmetdinov@stankin.ru,
Ю.С.
Волкова,
преп., volkovayulia.gm@gmail.com,
МГТУ «СТАНКИН», г. Москва
Предложено решение логической задачи в рамках
системы числового программного управления (ЧПУ) с применением отечественного
программно-реализованного контроллера (Soft PLC).
The
article proposes the solution of a logical task in CNC system using Russia made
software-implemented programmable logical controller (Soft PLC).
На сегодняшний день в Российской Федерации приняты
и действуют программы направленные на перевооружение промышленности
(государственные программы: «Развитие авиационной промышленности», «Развитие
промышленности и повышение ее конкурентоспособности», «Развития судостроения» и
др.). При выполнении мероприятий этих программ предприятия сталкиваются с рядом
проблем, в частности отечественные образцы технологического оборудования не
всегда отвечает требованиям заказчиков. Особенно остро эти проблемы заметны в
станкостроительной промышленности, это связано с тем, что продолжающих работать
конкурентоспособных предприятий мало и выпускаемая ими номенклатура
оборудования ограничена.
До недавнего времени острая нехватка отечественного
станочного оборудования вынуждала предприятия закупать станки и обрабатывающие
центры у западных производителей. Однако с введением санкционных мер в
отношении Российской Федерации импортное технологическое оборудование на
сегодняшний момент не доступно для потребителей.
В связи с этим, некоторые отечественные предприятия
обратили внимание на азиатский рынок промышленного оборудования и осуществляют
закупку лицензий на сборочное производство, хорошо зарекомендовавшего себя в
технологическом процессе оборудования. Однако данный подход также имеет большое
количество нюансов, в частности лицензия предполагает только узловую
«отверточную» сборку станка без передачи технологий производства и «ноу-хау» на
высокотехнологические узлы и оборудование.
В то же время в Российской Федерации активно продвигается
политика импортозамещения, в связи с этим возникает потребность локализации
наиболее сложных и наукоемких с технологической точки зрения узлов. Система
числового программного управления является одним из наиболее
высокотехнологичных узлов, отвечающих за управление станком в целом и ее
адаптация к требованиям оборудования и технологического процесса наиболее
сложна.
1.
Аппаратно-независимое управление электроавтоматикой
Составной частью системы ЧПУ является контроллер
электраовтоматики. Аппаратно-независимое управление электроавтоматикой станков
с ЧПУ предполагает переход от ПЛК автономного исполнения к интегрированному в
ядро системы ЧПУ Soft PLC контроллеру [1]. Перенос позволяет разделить уровень
реализации управляющей программы электроавтоматики и аппаратное обеспечение. В
этом случае управляющая программа может быть адаптирована для работы с
различными наборами модулей ввода/вывода посредством изменения настроек
конфигурирования непосредственно в среде программирования.
В случае временных, финансовых, кадровых и других
ограничении допускается построение комбинированной системы управления
электроавтоматикой с использованием автономного ПЛК на котором выполняются уже
имеющейся и отлаженных программ электроавтоматики, а Soft PLC контроллер реализует
новые функции управление, отсутствующие в существующем решении [2].
Предложенный подход позволяет сократить время выпуска на рынке новых
модификации станков с ЧПУ. Функциональная модель аппаратно-независимого
управления представлена на Рис.
1.
В качестве входных данных при проектировании
системы управления электроавматикой выступает техническое задание на разработку
системы. Функции разрабатываемой системы распределяется между автономным ПЛК и
программно-реализованным контроллером с учетом полного перехода в будущем на
SoftPLC. Команды управления (S-, M-, T-функции кадра УП или команды с органов
управления станка) через интерфейс ЧПУ – ПЛК записываются в разделяемую память
(т.е. передаются из ядра системы ЧПУ в контроллер электроавтоматики).
Программно-реализованный контроллер осуществляет как функции диспетчирования
между ядром системы числового управления и автономным ПЛК, так и функции
самостоятельного управлении вновь добавляемым оборудованием [3].
В терминальном клиенте формируется управляющая
программа ПЛК, использующая готовые функциональные блоки и конфигурацию
устройств, подключенных к системе в качестве модулей ввода/вывода.
Сформированная программа и конфигурация устройств передаются в модуль
программно-реализованного контроллера, находящийся в ядре системы управления.
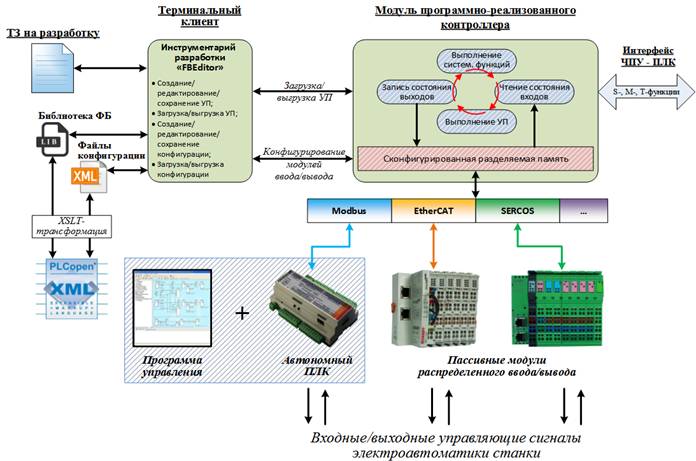
рис. 1 Функциональная модель
аппаратно независимого управления электроавтоматикой
При запуске технологического оборудования в цикле
контроллера периодически опрашиваются входы удаленных устройств, выполняется
алгоритм управления и устанавливаются соответствующие состояние выходов.
Синхронизация данных с входов и выходов удаленных устройств производит механизм
разделяемой памяти [4].
2. Практические аспекты реализации на примере
функционального блока управления револьверной
головкой
В качестве примера, рассмотрим реализацию
функционального блока управления системой смены инструмента.
Широкая номенклатура изделий каждого производителя
обусловлена конструктивными особенностями, зависящими от типа станка:
количество инструментов, расположение инструментов (осевое/радиальное), способ
крепления инструмента и др. На основе анализа параметров оборудование разделено
на подгруппы. При этом каждый из параметров, не влияет на алгоритм управления в
целом, а определяет только количественные характеристики технологического оборудования
[5].
В качестве параметров функционального блока
выделены:
·
Тип применяемого датчика поиска инструмента - определяет алгоритм поиска
(параметр 1).
·
Наличие механического тормоза двигателя барабана инструментов
(определяет необходимость выполнения - параметр 2).
·
Возможность вращения барабана по/против часовой стрелке в обе стороны (параметр
3).
·
Максимальное число позиций инструментов в магазине - N (параметр 4).
·
При повороте от позиции активного инструмента (A) в позицию требуемого
инструмента (Т) двигатель должен совершить вращение в выбранном направлении,
получив при этом с датчика обратной связи число сигналов (Cnt), равное:
![]() (1)
(1)
где N – число инструментов
в магазине, ![]() - дискретность датчика двигателя
(параметр 5), n – передаточное отношение (параметр 6).
- дискретность датчика двигателя
(параметр 5), n – передаточное отношение (параметр 6).
·
Наличие руки автооператора (параметр 7).
В среде программирования Soft PLC контроллера, был
реализован унифицированный функциональный блок для автоматической смены
инструмента. Выделенные параметры составили набор входов блока, значения
которых определяют последовательность действий алгоритма при операции смены
инструмента (рис.
2).
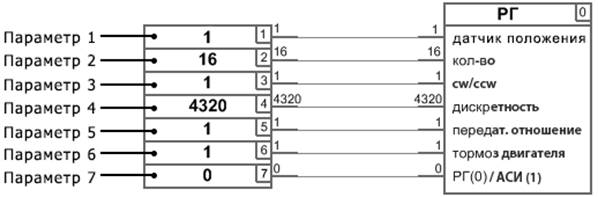
Рис. 2. Внешний вид
параметризованного функционального блока
Настройка функционального блока предполагает
определение в программе электроавтоматики значений для каждого из входных
параметров, в соответствии с техническими характеристиками конкретной модели
устройств смены инстурмента.
Программная реализация осуществлена на языке
функциональных блоков (в стандарт МЭК 61131-3 язык FB (functional blocs), рис. 3) и содержит стандартные блоки (логические,
математические функции) и специализированные пользовательские блоки (реализация
механизма поиска кротчайшего пути и управления автооператором).
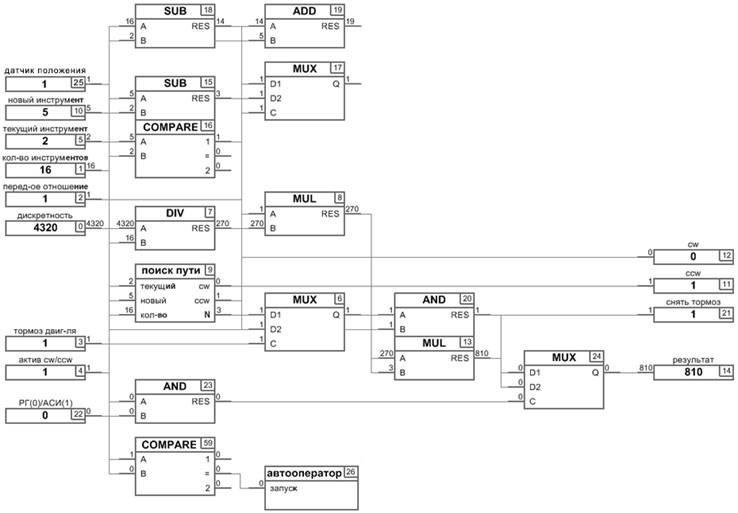
Рис. 3. Реализация ФБ управления
РГ
Литература
1.
Повышение качества архитектурных решений систем ЧПУ на основе программно
реализованного контроллера типа Soft PLC, Нежметдинов Р.А., Шемелин В.К., Автоматизация.
Современные технологии. 2008. № 6. С. 33-36.
2.
Применение технологии «клиент-сервер» при проектировании контроллера
типа Soft PLC для решения логической задачи в рамках систем ЧПУ,
Шемелин В.К., Нежметдинов Р.А., Автоматизация. Современные технологии. 2010. №
3. С. 20-24.
3.
Управление электроавтоматикой токарных и токарно-фрезерных станков на
базе Soft PLC, Нежметдинов Р.А., Кулиев А.У., Николушкин А.Ю., Червоннова Н.Ю.,
Автоматизация в промышленности. 2014. № 4. С. 49-51.
4.
Принципы построения кроссплатформенного программно реализованного контроллера
электроавтоматики систем ЧПУ высокотехнологичными производственными комплексами,
Мартинов Г.М., Нежметдинов Р.А., Емельянов А.С., Вестник МГТУ Станкин. 2013. №
1 (24). С. 42-51.
5.
Способ построения инструментария систем мониторинга и настройки
параметров мехатронного технологического оборудования на основе
специализированных программных средств, Мартинов Г.М., Нежметдинов Р.А.,
Соколов С.В, Мехатроника, автоматизация, управление. 2012. № 7. С. 45-50.