Проектирование станочной панели системы ЧПУ с
использованием компьютерного моделирования[1]
Р.Л.
Пушков,
ст.
преп., pushkov@ncsystems.ru
С.В.
Евстафиева,
ст.
преп.
А.В.
Лукьянов,
ст. преп.
МГТУ «СТАНКИН», г. Москва
Изложены практические аспекты решения задачи
конфигурирования системы ЧПУ АксиОМА Контрол, предназначенной для решения
конкретных производственных задач. Продемонстрировано
влияние набора задач управления на архитектуру системы ЧПУ. Проиллюстрировано
практическое решение задач по разработке, моделированию и подготовке к
изготовлению аппаратных компонентов системы управления.
Practical
aspects of solving the problem of configuring the control system AxiOMA Control,
designed for specific machining problems, was discussed. Demonstrated the influence
of a set of control tasks on the architecture of the control system.
Illustrated by a practical solution for the development, modeling and
preparation for the production of control system hardware.
Введение
Современные станки с ЧПУ оснащены большим количеством
различных устройств и элементов, от кор-ректного и надежного функционирования которых
в значительной степени зависит точность исполнения заданной программы,
выполнения технологического процесса и, соответственно, качество изготовляемых
изделий. Учитывая то обстоятельство, что системы ЧПУ относятся к классу систем
управления жесткого реального времени, стоит обратить внимание на важность тщательной
отработки (еще на стадии проектных работ) решений по созданию системы управления
в цепочке: анализ задач управления – разработка архитектуры системы ЧПУ –
проработка конструкторских решений – отладка системы управления. Использование
современных информационных технологий при проектировании позволяет
минимизировать количество ошибок и неудачных решений.
При проектировании станочной панели системы ЧПУ
АксиОМА Контрол можно выделить несколько ключевых моментов, требующих
тщательной проработки: проектирование корпуса станочной панели для компактного
и эргономичного размещения элементов управления и элементов обработки сигналов,
а также встраивания панели управления в корпус пульта управления и обеспечения
соответствующего класса без-опасности; разводка печатных плат, обрабатывающих
сигналы с элементов управления; проектирование дизайна лицевой части панели.
Все эти задачи решаются на сегодняшний день с применением различного программного
обеспечения. Для удобства разработки программное обеспечение должно быть
совместимо в том смысле, что выходные данные после очередного этапа разработки
могут быть использованы для после-дующих этапов.
В рамках данной работы рассматривается частный
пример проектирования узла системы ЧПУ с использованием современного САПР.
Обобщенная
структура системы ЧПУ «АксиОМА Контрол»
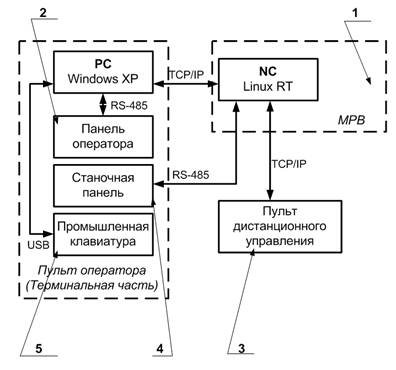
рис. 1 - Структура СЧПУ АксиОМА Контрол с
несколькими терминалами (1. Машина реального времени,
2.
Панель оператора, 3. Пульт дистанционного управления, 4. Станочная панель, 5.
Промышленная клавиатура)
Обобщенная структура системы ЧПУ «АксиОМА Контрол»
представлена на рисунке 1.
Основным терминалом является стационарная панель
оператора [1], которая устанавливается в пульте оператора. Станочная панель
используется как для управления оборудованием, так и для наладки и тестовой
отладки оборудования при вводе в эксплуатацию.
Структура системы ЧПУ включает две части: терминальную
(PC-подсистему) и ядро (NC-подсистему), которые расположены на отдельных компьютерах.
В качестве ОС для PC- подсистемы используется Windows XP, для PC-подсистемы
используется ОС реального времени Linux RT. NC и PC – подсистемы
вза-имодействуют друг с другом по протоколу TCP/IP. Панель оператора
подключается к компьютеру с PC – подсистемой по протоколу RS-485 и выполняет
функции основного стационарного терминала. Станочная панель подключается к
машине реального времени с NC-подсистемой по RS-485 и выполняет основные управляющие
функции, например, старт/стоп работы системы, запуск управляющих программ,
возможность регулирования скорости вращения шпинделя и величины подачи и т.п.
Промышленная клавиатура подключается по USB к компьютеру с PC-подсистемой и
обеспечивает возможность ввода данных, редактирования программ и т.п. Пульт
дистанционного управления подключается к машине реального времени по протоколу
TCP/IP.
Станочная
панель
На рисунке 2 представлен внешний вид станочной
панели и схема ее подключения к пульту управления. Панель станочная имеет:
- кнопку «АВАРИЙНЫЙ ОСТАНОВ»;
- переключатель «ДОСТУП» с
ключом;
- кнопки запуска и останова
приводов;
- переключатель «Корректор
шпинделя»;
- переключатель «Корректор
подачи»;
- разъем интерфейсный
«Ethernet 100»;
- кнопки управления;
- клеммные колодки.
Кнопка «Аварийный останов» имеет фиксацию,
нормально-замкнутую цепь аварийного стопа. Обеспе-чивает останов и последующее
отключение в совокупности с аварийными цепями, при этом компьютер и контроллер
PLC не обесточиваются. Контакты выведены на винтовую колодку на задней стороне
станочной панели. «Замковый переключатель доступа» блокирует кнопку запуска
приводов. Контакты выведены на винтовую колодку на задней стороне станочной
панели. Кнопка запуска приводов – нормально-разомкнутая кнопка без фиксации,
включает силовое питание на приводы. Контакты выведены на винтовую колодку на
задней стороне станочной панели. Кнопка останова приводов – нормально-замкнутая
кнопка без фиксации, отключает силовое питание на приводы. Контакты выведены на
винтовую колодку на задней стороне станочной панели. Переключатели «Корректор
шпинделя» и «Корректор подачи» обеспечивают ступенчатую регулировку частоты
вращения шпинделя и величины подачи соответственно. Переключатель «Корректор
шпинделя» имеет 15 положений. Переключатель «Корректор подачи» имеет 20 положений.
Переключатель «Корректор шпинделя» снабжен кнопками включения, реверса шпинделя
и выключения, эти кнопки аналогичны по типу с кнопками клавиатуры и
обрабатываются совместно с ними.
рис.
2 – Схема станочной панели с подключениями
Использование
САПР для разработки станочной панели
Разработка станочной панели включает решение
следующих задач [2]:
- разработка корпуса
станочной панели, с учетом имеющихся ограничений по элементной базе;
- разработка компоновки
элементов, обеспечивающих функционирование панели и ее заданные габариты;
- разработка платы обработки
сигналов пленочной клавиатуры, платы блока питания, переходной платы, платы
ввода напряжения;
- подготовка документации по
изготовлению корпуса панели и плат;
- разработка фальшпанели.
В ряду других задач для станочной панели
разрабатывалась электрическая часть и корпус, что потребовало использования
двух видов САПР, а именно, для разработки электрической части применим комплексную
САПР радиоэлектронных средств Altium Designer, а для проектирования деталей
корпуса - программный комплекс САПР для автоматизации работ промышленного
предприятия на этапах конструкторской и технологической подготовки производства
SolidWorks. Для подготовки макета фальшпанели используется ПО CorelDraw. Выбор
конкретных САПР связан не с их спецификой, а с их доступностью для
разработчиков.
Процесс разработки станочной панели укрупненно
представлен в следующем виде (рисунок 3).
рис.
3 - Процесс разработки пульта дистанционного управления
Разработка печатных
плат станочной панели
Состав программного пакета Altium Designer, который
использовался для проектирования печатных плат, имеет широкий набор
инструментов для создания, редактирования и правки электрических и про-граммируемых интегральных
схем. Редактор печатных плат программы содержит удобные средства для автоматического
и интерактивного размещения компонентов. Для разводки печатных плат
использовался топологический трассировщик Situs, работающий на базе настраиваемого
алгоритма и обеспечивающий большую
плотностью установки элементов, что весьма важно для решения задачи минимизации
размеров пульта. Постоянно обновляемые библиотеки программы хранят более 90
тысяч компонентов, а система от-крыта для пополнения библиотеки самостоятельно
созданными моделями, что облегчило решение стоящей перед создателями системы
управления задачи использования отечественной элементной базы.
Разработка печатной платы сводилась к реализации
следующей последовательности:
‒ определение
перечня элементов, которые необходимо установить на печатной плате;
‒ создание
собственной библиотеки недостающих элементов;
‒ создание
электрической схемы печатной платы в среде Altium Designer;
‒ определение
расположения элементов, крепежных отверстий, разъемов для подключения
пле-ночной клавиатуры, блока питания и т.п.;
‒ определение
диаметров отверстий, толщины токопроводящих дорожек, расположения между
проводниками, размеры контактных площадок, переходных (межслойных отверстий);
‒ определение
необходимости (в особых случаях) использования двухсторонней печатной платы или
многослойного монтажа;
‒ оптимизация
компоновки элементов.
На рис. 4 представлена разработанная электрическая
схема печатной платы, она делается в двухстороннем исполнении (рис. 5), т.к.
плотность элементов достаточно высокая.
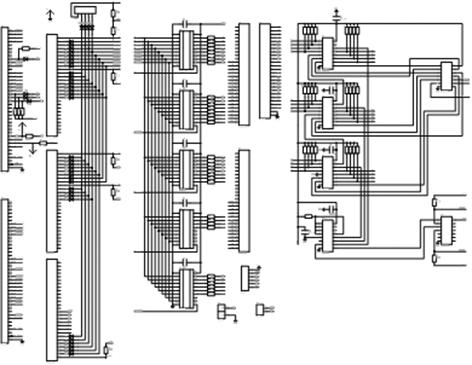
рис.
4 - Электрическая схема платы обработки сигналов с пленочной клавиатуры
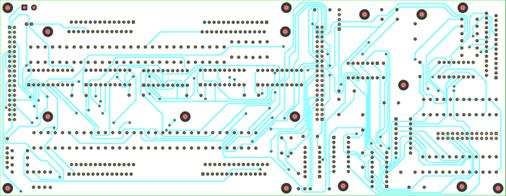
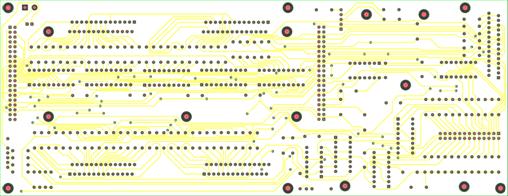
рис.
5 - Разводка двухсторонней платы для обработки сигналов с пленочной клавиатуры
Altium Designer позволяет получить разведенную
печатную плату с нанесенными металлизированными дорожками и контактными
площадками. На рис. 6 представлен внешний вид платы с расположением эле-ментов,
с отверстиями под крепеж платы в корпусе станочной панели.
рис.
6 - Внешний вид платы, полученный в Altium Designer
В результате использования специализированного
программного обеспечения Altium Designer ускоряет-ся процесс проектирования
печатной платы, исключаются затраты на создание макета схемы, неоправдан-ные
покупки комплектующих, повышается наглядность проектирования, есть возможность
создания своих библиотек элементов, появляется возможность получать
документацию и схемы, которые можно непосред-ственно использовать на оборудовании
по изготовлению печатных плат. Отдельно можно отметить совме-стимость выходных
форматов Altium Designer с ПО SolidWorks, что избавляет от необходимости повторного
создания моделей печатных плат.
Разработка
корпуса станочной панели
На следующем этапе осуществляется построение
моделей печатных плат и моделей элементов станоч-ной панели (как покупных
–кнопки, позиционные переключатели и т.п., так и тех, которые впоследствии будут
изготовлены – корпус, лицевая панель, фальшпанель). Размеры корпуса станочной
панели зависимы от размеров элементов, входящих в ее состав, и их взаимного
расположения. Процесс проектирования кор-пуса носит итеративный характер и
направлен на подбор оптимальных параметров конструкции. Для удоб-ства монтажа
станочной панели, а в процессе эксплуатации для удобства ее обслуживания и
ремонта, кор-пус сделан разъемным, состоящим из двух деталей. Для построения
моделей элементов использовалось спе-циализированное ПО – SolidWorks,
обеспечивающее весь цикл проектирования – от создания трехмерной модели до
построения чертежа со всеми необходимыми требованиями к изготовлению. Несколько
примеров смоделированных элементов приведены на рисунке 7.
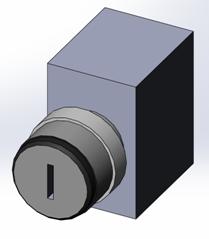
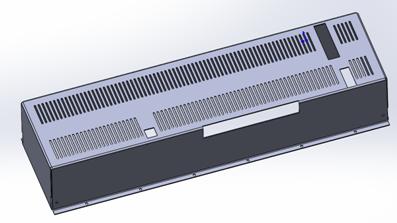
рис.
7 – Примеры моделей элементов (покупного и производимого)
После построения моделей элементов можно приступать
к виртуальной сборке и окончательному выбо-ру расположения элементов внутри
корпуса станочной панели. Модель
станочной панели в сборе показана на рисунке 8.

рис.
8 – Модель сборки станочной панели
При помощи ПО SolidWorks есть возможность
посмотреть и оценить, как элементы будут располагаться внутри корпуса панели
еще до изготовления опытного образца. Расположение элементов внутри корпуса
показано на рисунке 9.
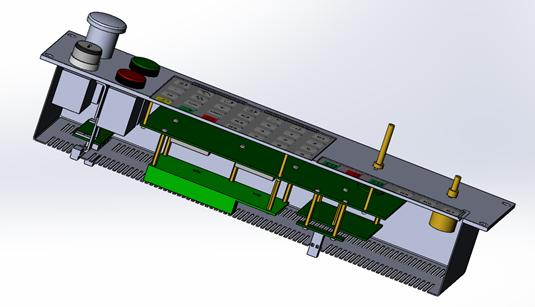
рис.
9 – Расположение элементов внутри корпуса
Для подготовки производства станочной панели
необходимо создать рабочие чертежи для изготовления корпуса панели, а также
сборочный чертеж. При помощи ПО SolidWorks по имеющимся трехмерным моделям
генерируются необходимые проекции элементов. На следующем этапе необходимо
будет задать размеры, допуски и условия для изготовления элементов.
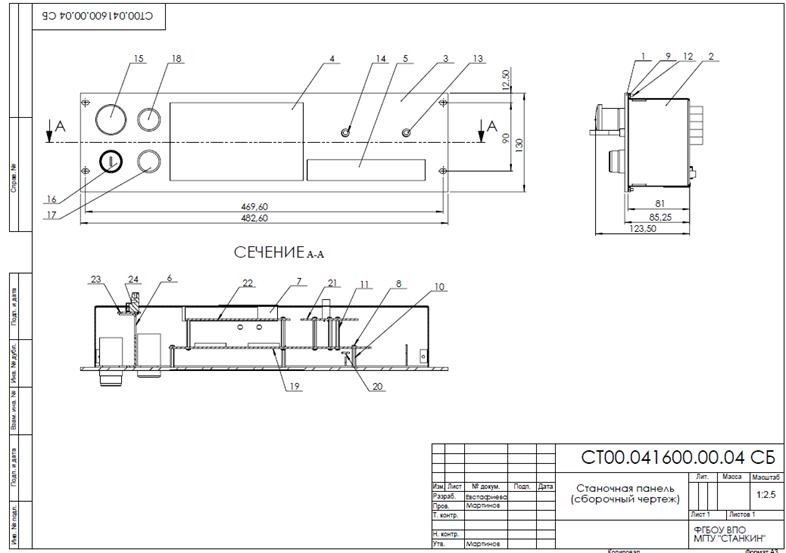
рис.
10 – Сборочный чертеж, полученный с помощью SolidWorks
Заключение
Применение специализированных САПР для
проектирования компонентов и узлов оборудования, а также совместное
использование различных видов САПР, позволяет уменьшить время с момента
получения технического задания на разработку того или иного оборудования до
момента производства опытного об-разца. Также исключается большинство операций
создания промежуточных экспериментальных образцов за счет того, что системы
моделирования современных САПР позволяют наглядно увидеть компоновку
оборудования еще на ранних этапах проектирования. Выходные данные моделирования
компонентов панели могут являться входными данными для производства этих
элементов на современном оборудовании. Так, например, модели корпуса панели
непосредственно поступают на станок для изготовления деталей, макет фальшпанели
используется для непосредственной передачи на станок и изготовления методом
алюмофото, после чего производится механическая обработка или лазерная вырезка
в соответствии с требованиями чертежа до получения готового изделия.
Литература
1.
Пушков Р.Л., Евстафиева С.В., Соколов С.В., Абдуллаев Р.А., Никишечкин
П.А., Кулиев А.У., Сорокоумов А.Е. Практические аспекты построения многотерминального
человеко-машинного интерфейса на примере системы ЧПУ "АксиОМА
Контрол" // Автоматизация в промышленности. 2013. №5. С.37-41.
2.
Евстафиева С.В., Лукьянов А.В., Мартинова Л.И., Пушков Р.Л. Разработка
аппаратных компонентов системы ЧПУ с использованием современных САПР // Автоматизация
в промышленности, №9, 2014.