Статистическое управление
процессами на основе выборочного контроля по суженному допуску и методов
обработки сильно дискретизованных наблюдений
Д.А. Мастеренко,
дир. центра, к.т.н., metrologycenter@gmail.com,
Центр разр-ки средств измер-я ГИЦ МГТУ «Станкин», г. Москва
Рассмотрен подход к статистическому управлению
производственным процессом при повышенных требованиях к качеству и
производительности с использованием выборочного контроля по суженному допуску.
Предложен способ формирования управляющего воздействия на основе оптимальных
оценок параметров процесса, полученных методами статистической обработки сильно
дискретизованных наблюдений (оценок типа Питмена). Приведён пример расчёта оперативной
характеристики плана контроля, основанного на оценках типа Питмена.
The
approach to the statistical process control under high quality and productivity
requirements is considered, which uses the sampling with narrowed tolerance.
The method of control pulse forming on the base of optimal parameters estimates
got from strongly discretized observations (Pitman-type estimates) is proposed.
The example of operating characteristics calculation of control plan based on
Pitman-type estimates is given.
Методы статистического управления процессами
направлены на достижение процессом производства продукции некоторого
нормального состояния, характеризуемого заданными уровнем настройки, то есть
средним значением показателя качества выпускаемых изделий, и шириной случайного
разброса вокруг среднего значения [1,2].
Значительную часть показателей качества в
машиностроении составляют размерные параметры деталей, на которые
конструкторская и технологическая
документация задаёт определенные поля допусков. Для проверки нахождения
размера в поле допуска часто применяется пара калибров «проходной –
непроходной» или совмещённый калибр, позволяющий определить выход размера как
за нижнюю, так и за верхнюю границы поля допуска.
К современным производственным процессам, например,
в автомобилестроении, предъявляются требования на уровне всего нескольких
единиц несоответствующей продукции на миллион. Проведение выборочного контроля
по допускам, заданным в технологической документации, в таких условиях требует
очень больших объемов выборок (несколько сотен). Кроме того, обнаружить выход
процесса из нормального состояния при этом можно только тогда, когда выпуск
несоответствующей продукции уже произошёл, причем довольно масштабный.
Преодолеть указанные недостатки позволяет метод
контроля по суженному допуску, предложенный специалистами нижегородской школы менеджмента
качества и описанный в работах [3 - 6].
Сущность метода заключается в том, что выборочный
контроль производится не по исходному допуску, заданному технологической
документацией, а по суженному допуску, выход за пределы которого вполне
вероятен даже при нормальном ходе производственного процесса. При изменениях же
уровня настройки или случайного разброса метод контроля по суженному допуску
позволяет обнаружить нежелательные тенденции ещё до того, как произойдёт выпуск
несоответствующих изделий в значительном количестве. Данный метод контроля и
регулирования процессов оказывается значительно более эффективным, чем при
контроле по исходному допуску, и сопоставимым с контролем по количественному
признаку, о чём свидетельствуют приведённые в [4,6]
расчёты оперативных характеристик планов контроля на его основе.
Подчеркнём, что переход на контроль по
количественному признаку, теоретически дающий более точные результаты, далеко
не всегда возможен. Как отмечается в [7],
темп работы автоматизированного высокопроизводительного производственного
оборудования просто не оставляет времени на выполнение измерительных операций.
Поэтому единственной возможностью остаётся управление процессом на базе той или
иной разновидности метода контроля по альтернативному признаку.
Рис. 1 иллюстрирует этот подход. Через ![]() и
и ![]() обозначены,
соответственно, нижняя и верхняя границы исходного поля допуска,
обозначены,
соответственно, нижняя и верхняя границы исходного поля допуска, ![]() и
и ![]() – границы
суженного поля допуска. Целевое значение уровня настройки процесса, равно
– границы
суженного поля допуска. Целевое значение уровня настройки процесса, равно ![]() .
.
При контроле выборки изделий объемом ![]() единиц
подсчитываются количества изделий
единиц
подсчитываются количества изделий ![]() и
и ![]() , у которых значение показателя качества оказывается,
соответственно, меньше нижней границы и больше верхней границы суженного поля
допуска. Рост одного из них или обоих сразу сигнализирует о нежелательных изменениях
хода процесса, что может требовать вмешательства и подналадки. Количество
изделий, соответствующих суженному полю допуска, составляет
, у которых значение показателя качества оказывается,
соответственно, меньше нижней границы и больше верхней границы суженного поля
допуска. Рост одного из них или обоих сразу сигнализирует о нежелательных изменениях
хода процесса, что может требовать вмешательства и подналадки. Количество
изделий, соответствующих суженному полю допуска, составляет ![]() . При этом, конечно,
. При этом, конечно, ![]() .
.
В частности, в ситуации, изображенной на рис. 1, процесс в целом находится в приемлемом состоянии и
обеспечивает очень низкий уровень несоответствий (вероятность выхода за границы
исходного поля допуска исчезающе мала). Однако превышение ![]() над
над ![]() свидетельствует
о том, что уровень настройки
свидетельствует
о том, что уровень настройки ![]() сместился ниже
номинального значения
сместился ниже
номинального значения ![]() . При некоторой критической разности
. При некоторой критической разности ![]() даётся сигнал о
том, что должна быть проведена подналадка процесса для возвращения уровня настройки
к значению
даётся сигнал о
том, что должна быть проведена подналадка процесса для возвращения уровня настройки
к значению ![]() .
.
Вид распределения признака качества в крупносерийном
и массовом производстве с хорошей точностью можно считать нормальным [2]. В этом предположении в работах [3,4,5,6] изложен и обоснован способ построения
планов контроля с использованием суженного допуска.
В тех случаях, когда требуется подналадка процесса,
нужно знать оценки его параметров для выработки управляющего воздействия. Эти
оценки могут быть получены по результатам контроля, то есть набору чисел ![]() . Такие оценки, с опорой на [8 - 10], приведены в справочнике [11]
(«метод калибров распределений»), где рассматривается фиксированное сужение
поля допуска в два раза. Они получаются путём приравнивая вероятности выхода
значения признака качества за нижнюю и верхнюю границу суженного поля допуска
их наблюдаемым частостям
. Такие оценки, с опорой на [8 - 10], приведены в справочнике [11]
(«метод калибров распределений»), где рассматривается фиксированное сужение
поля допуска в два раза. Они получаются путём приравнивая вероятности выхода
значения признака качества за нижнюю и верхнюю границу суженного поля допуска
их наблюдаемым частостям ![]() и
и ![]() , соответственно (распределение считается нормальным,
, соответственно (распределение считается нормальным, ![]() − функция
стандартного нормального распределения), то есть из системы уравнений:
− функция
стандартного нормального распределения), то есть из системы уравнений:
Как другой вариант оценки, опирающейся на те же
данные, упомянем оценку центра распределения В.Г. Григоровича, Н.О. Козловой,
С.В. Юдина [7,12]. Хотя указанными
авторами данная оценка была получена с использованием аппарата теории
информации, она является следствием применения метода моментов, то есть тех же
самых выражений (1), (2).
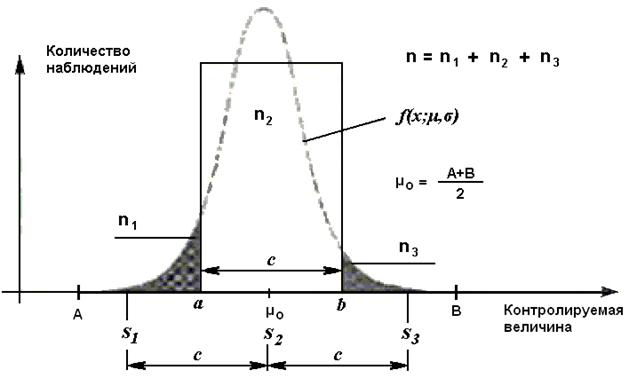
рис.1. Данные контроля по альтернативному признаку по
суженному допуску как сильно дискретизованные наблюдения. Пояснения в тексте.
Автором настоящего доклада предложены и исследованы
оптимальные оценки измеряемых величин, рассматриваемых в качестве параметров
распределений, по так называемым сильно дискретизованным наблюдениям [13 - 19]. Под сильно дискретизованными
понимаются такие наблюдения, значения которых считываются со средства измерения,
дискрета (цена деления) которого сопоставима с шириной случайного разброса
измерительного сигнала, поэтому в выборке присутствует только несколько
(два-четыре) различных делений шкалы. Применение традиционных широко
распространённых методов статистической обработки, ориентированных на непрерывные
случайные величины, к таким наблюдениям
некорректно.
С этой точки зрения, на рис. 1 представлено
получение сильно дискретизованных наблюдений, причём как «цена деления»
выступает ширина суженного поля допуска: ![]() . которому сопоставлено значение «деления шкалы»
. которому сопоставлено значение «деления шкалы» ![]() . Деления
. Деления ![]() и
и ![]() взяты на расстояниях
взяты на расстояниях ![]() от целевого значения
уровня настройки
от целевого значения
уровня настройки ![]() . При рассмотрении небольших
отклонений процесса от номинального состояния вероятности выхода значений показателя
качества за границы суженного поля допуска больше чем на его ширину,
. При рассмотрении небольших
отклонений процесса от номинального состояния вероятности выхода значений показателя
качества за границы суженного поля допуска больше чем на его ширину, ![]() и
и ![]() , пренебрежимо малы, поэтому конкретное положение «делений
шкалы»
, пренебрежимо малы, поэтому конкретное положение «делений
шкалы» ![]() и
и ![]() не принципиально.
не принципиально.
Вероятности того, что при заданных значениях уровня
настройки ![]() и среднеквадратического
отклонения случайного разброса
и среднеквадратического
отклонения случайного разброса ![]() в выборке объёма
в выборке объёма ![]() количества изделий
ниже нижней границы, в пределах и выше верхней границы поля допуска будут
количества изделий
ниже нижней границы, в пределах и выше верхней границы поля допуска будут ![]() ,
, ![]() и
и ![]() , соответственно, выражаются следующим образом:
, соответственно, выражаются следующим образом:
 ,
,
 ,
,
 ,
,
а совместная вероятность
получения значений ![]()
 .
. В упомянутых работах автора показано, что
оптимальными в смысле усреднённого (байесовского) среднеквадратического риска
для параметров ![]() и
и ![]() являются следующие
оценки:
являются следующие
оценки:
 ,
,названные автором оценками
типа Питмена. Эти оценки применимы и в тех случаях, когда ![]() или
или ![]() и система уравнений
(1), (2) становится неразрешимой.
и система уравнений
(1), (2) становится неразрешимой.
Множество ![]() , по которому производится интегрирование, представляет
собой прямоугольник, стороны которого равны интервалам возможных значений
, по которому производится интегрирование, представляет
собой прямоугольник, стороны которого равны интервалам возможных значений ![]() и
и ![]() . Полагая, что процесс не сильно удалился от
нормального состояния, можно выбрать для
. Полагая, что процесс не сильно удалился от
нормального состояния, можно выбрать для ![]() интервал
интервал ![]() , а для
, а для ![]() -
- ![]() , где
, где ![]() , как и в [4,6],
означает среднеквадратическое отклонение показателя качества при нормальном
состоянии процесса.
, как и в [4,6],
означает среднеквадратическое отклонение показателя качества при нормальном
состоянии процесса.
Полученные оценки могут использоваться при
проведении подналадки процесса в случае срабатывания контрольных карт,
предложенных в [4,6]. Оптимальное
значение корректирующего воздействия по возврату уровня настройки к середине
поля допуска равно ![]() .
.
Некоторое неудобство доставляет сложность
вычисления оценок по формулам (4) и (5). На самом деле, производить вычисления в процессе
контроля не требуется. Вместо этого для определенного плана контроля и соответствующего
ему объема выборки ![]() , надо табулировать значения оценок для всевозможных
сочетаний
, надо табулировать значения оценок для всевозможных
сочетаний ![]() ,
, ![]() и
и ![]() , которые могут иметь место для такого объема.
, которые могут иметь место для такого объема.
В упомянутых работах [4,5] рассчитываются планы контроля отдельно для задач слежения за
уровнем настройки и дисперсией процесса. Оперативная характеристика плана
контроля за уровнем настройки рассчитана при номинальном значении параметра
разброса, а оперативная характеристика плана контроля за разбросом – при нулевом
смещении уровня настройки.
Совместное получение оценок ![]() и
и ![]() позволяет составить
план действий в случаях комплексного отклонения процесса от номинального
состояния, когда оба параметра отличаются от целевых значений. Соответствующие
планы контроля будут основываться на значениях оценок (141), (142). Например, имея в виду одностороннюю альтернативу по
уровню настройки
позволяет составить
план действий в случаях комплексного отклонения процесса от номинального
состояния, когда оба параметра отличаются от целевых значений. Соответствующие
планы контроля будут основываться на значениях оценок (141), (142). Например, имея в виду одностороннюю альтернативу по
уровню настройки ![]() , зададим критическую область неравенством
, зададим критическую область неравенством ![]() . Аналогично, для оценки параметра случайного разброса
зададим критическую область неравенством
. Аналогично, для оценки параметра случайного разброса
зададим критическую область неравенством ![]() . Для получения оперативной характеристики комплексного плана
контроля с критической областью
. Для получения оперативной характеристики комплексного плана
контроля с критической областью ![]() и объёмом выборки
и объёмом выборки ![]() требуется просуммировать
вероятности всех сочетаний
требуется просуммировать
вероятности всех сочетаний ![]() , для которых
, для которых ![]() и
и ![]() :
:
где вероятности вычисляются
согласно (3).
Оперативная характеристика (6) зависит от двух переменных, поэтому на обыкновенном
графике её изобразить невозможно: требуется или объёмный график, или семейство
срезов на разных уровнях. На рис. 2 и 3
приведены примеры таких срезов при значениях, определяющих критическую область,
![]() и
и ![]() , и таких же,
как в примерах в статье [4],
объёме выборки
, и таких же,
как в примерах в статье [4],
объёме выборки ![]() и границах
суженного допуска
и границах
суженного допуска ![]() . Из данных рисунков видно, что при нулевом смещении
уровня настройки кривая на рис. 2,а практически совпадает с оперативной характеристикой
плана контроля ширины разброса из [4], а
при номинальном значении параметра разброса
. Из данных рисунков видно, что при нулевом смещении
уровня настройки кривая на рис. 2,а практически совпадает с оперативной характеристикой
плана контроля ширины разброса из [4], а
при номинальном значении параметра разброса ![]() кривая на рис. 3,а – с оперативной характеристикой плана контроля за
уровнем настройки из той же статьи (для сравнения графики из [4] приведены на рис. 4 и 5).
кривая на рис. 3,а – с оперативной характеристикой плана контроля за
уровнем настройки из той же статьи (для сравнения графики из [4] приведены на рис. 4 и 5).
Таким образом, описанный в докладе подход позволяет
строить планы статистического контроля производственного процесса,
отслеживающие одновременно как смещение уровня настройки, так и увеличение
ширины случайного разброса, а также формировать оптимальное управляющее
воздействие для уровня настройки. Он является основой полезной модели системы
статистического управления производством изделий в машиностроении, на которую
получен патент Российской Федерации [20].
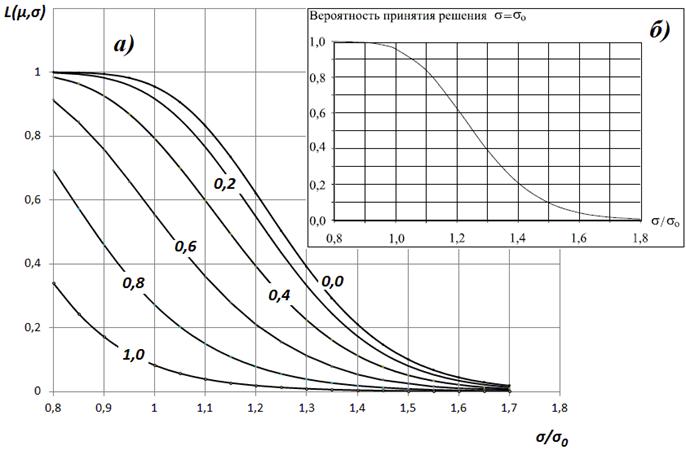
Рис. 2. а) Семейство срезов оперативной характеристики ![]() в зависимости от отношения
в зависимости от отношения
![]() при фиксированных
значениях уровня настройки вида
при фиксированных
значениях уровня настройки вида ![]() . Значения
. Значения ![]() подписаны на соответствующих кривых. б)
Оперативная характеристика плана контроля за шириной разброса при нулевом смещении уровня настройки
(взято из [4], рис. 3)
подписаны на соответствующих кривых. б)
Оперативная характеристика плана контроля за шириной разброса при нулевом смещении уровня настройки
(взято из [4], рис. 3)
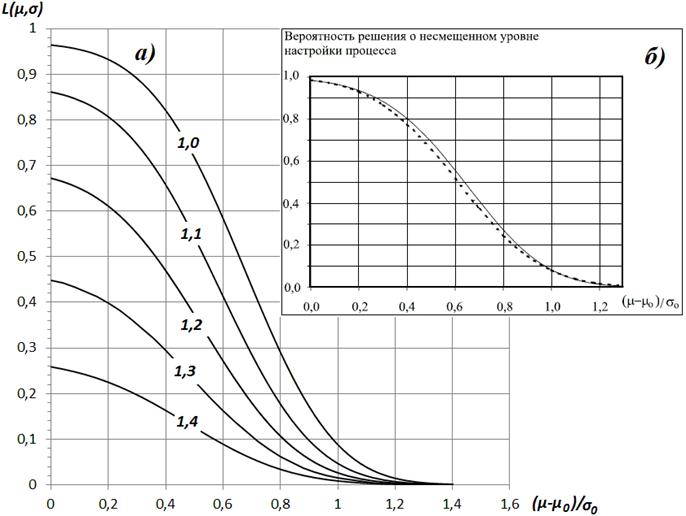
Рис. 3. а) Семейство срезов оперативной характеристики ![]() в зависимости от величины
в зависимости от величины
![]() при фиксированных
значениях параметра разброса вида
при фиксированных
значениях параметра разброса вида ![]() . Значения
. Значения ![]() подписаны на
соответствующих кривых. б) Оперативная характеристика плана контроля за уровнем
настройки при номинальной дисперсии процесса (взято из [4], рис. 4.) Пунктирной
линией показана оперативная характеристика плана контроля по количественному
признаку при
подписаны на
соответствующих кривых. б) Оперативная характеристика плана контроля за уровнем
настройки при номинальной дисперсии процесса (взято из [4], рис. 4.) Пунктирной
линией показана оперативная характеристика плана контроля по количественному
признаку при ![]() и критической границе
и критической границе ![]() ).
).
Литература
1. Статистические методы повышения качества / Под ред. Х.
Кумэ / Пер. с англ. – М.: Финансы и статистика, 1990.
2. Миттаг Х.Й., Ринне Х. Статистические методы
обеспечения качества/Пер. с нем. Е.В. Кокот; под ред. Б.Н.Маркова. – М.:
Машиностроение, 1995. – 602 с.
3. Розно М.И. Статистический контроль качества продукции
по альтернативному признаку при изменённом допуске (метод АКУД) // Надёжность и
контроль качества. 1992. № 2. – С. 44 - 52.
4. Розно M.И. Регулирование процессов на основе данных по
альтернативному признаку по суженному допуску. // Методы менеджмента качества.
2001. № 12. – С. 27-33.
5. Розно М.И., Соколов Л.А., Мельников А.Ф., Морозов
В.В., Резник А.М. Простой способ регулирования технологических процессов с
использованием "суженных калибров" // Электроника и
электрооборудование транспорта. 2004. № 6. – С. 29 – 34.
6. Соколов Л.А. Совершенствование изделий автотракторного
электрооборудования по результатам диагностирования дефектов в процессе
производства и эксплуатации./Автореферат дисс. … канд. техн. наук. М.: МАДИ,
2010.
7. Юдин С.В. Информационно-статистические методы
управления качеством продукции массового производства./Диссертация на соискание
ученой степени доктора технических наук. – Тула: ТулГУ, 1999.
8. Гостев В.Н., Модель Г.А., Файн Ф.А. Статистический
контроль методом группировки (метод калибров распределения). – Л.: ЛДНТП, 1949.
– 37 с.
9. Егудин Г.И. Оценка параметров нормального
распределения методом группировки. – Л.: ЛДНТП, 1950.
10. Tippet L.H.C.
Technological application of statistics. N.J.:
McGrow-Hill, 1950.
11. Фридлендер И.Г., Жученко Э.И. Управляющий контроль
качества продукции на рабочих местах: Справочник. – Л.: Машиностроение.
Ленингр. отд-ние, 1988. – 118 с.
12. Григорович В.Г., Козлова Н.О., Юдин С.В. Метод оценки
центра группирования размеров в условиях производства на АРЛ // Автоматизация
технологических процессов в машиностроении. Волгоградский государственный технический
университет. 1995. – С. 197 - 202.
13. Мастеренко Д.А. Статистическое оценивание результатов
наблюдений с учетом их дискретизации по уровню // Измерительная техника. 2008.
№ 7. – С. 11–15.
14. Мастеренко Д.А. О подходах к оцениванию параметров по
сильно дискретизованным наблюдениям // Вестник МГТУ «Станкин». 2010. № 3 (11).
– С. 88 - 94.
15. Мастеренко Д.А. Выбор наилучшей оценки измеряемой
величины по сильно дискретизованным наблюдениям // Измерительная техника. 2011.
№ 7. pp. 17 – 20.
16. Мастеренко Д.А. Исследование оценок измеряемой
величины по сильно дискретизованным наблюдениям // Измерительная техника. 2011.
№ 8. – С. 22 - 24.
17. Мастеренко Д.А. Информационный аспект статистической
обработки сильно дискретизованных наблюдений (байесовский подход) // Вестник
МГТУ «Станкин». 2011. № 3 (15). – С. 150 – 155.
18. Мастеренко Д.А. Статистическое оценивание измеряемых
величин по сильно дискретизованным наблюдениям при неизвестном параметре
масштаба случайной составляющей // Измерительная техника. 2012. № 6. – С. 40 –
42.
19. Мастеренко Д.А. Исследование оценок параметров
линейной статистической модели по сильно дискретизованным наблюдениям //
Вестник МГТУ «Станкин». 2012. № 3 (22). – С. 89 – 93.
20. Мастеренко Д.А. Система статистического управления
производством изделий в машиностроении. Патент на полезную модель RUS 132578.
20.09.2013.