Инструментарий поддержки
процесса отладки многофункциональных систем ЧПУ
Л.И. Мартинова,
ст. преп., к.т.н., доц., liliya-martinova@yandex.ru,
И.А. Ковалев,
преп., асп., ilkovalev@mail.ru,
А.В. Комаров,
студ., komarov_alexander@mail.ru,
МГТУ
«СТАНКИН», г. Москва
Задача
отладки системы до уровня конечного продукта является важной частью на стадии
разработки и изготовления, достигаемая за счет качественного тестирования
систем управления. Для таких целей создаются специальные испытательные стенды,
конфигурируемые под конкретные задачи. На основе результатов, полученных в ходе
испытаний, пишутся отчеты по тестированию, которые затем обрабатываются и заносятся
в системы слежения ошибок.
The task of debugging systems
to the end product is an important part in development and manufacturing, which
could be achieved through quality testing of control systems. For such purpose,
special test stands build, configurable for specific tasks. Based on the
obtained during testing results, test reports are written, that are then
processed and recorded into the bug-tracking system.
Современные
станки с ЧПУ оснащены большим количеством устройств и элементов от корректного
и надежного функционирования которых, в значительной степени, зависит качество
исполнения технологических процессов. Это особенно ощутимо в
многофункциональных станках с ЧПУ, работающих в составе высокотехнологичных
комплексов, таких как автоматизированные линии, конвейеры и пр., где значительно
больше различных элементов станка, таких как датчики, контроллеры, модули
ввода-вывода [1].
Тенденция
приближения терминалов к объектам управления является общей для всех систем
автоматизации, чем вызвано появление многотерминальных систем. В каждом
терминале установлен свой контроллер управления, работающий со своей группой
устройств и обслуживающий свою часть объекта управления (станка). Алгоритмы управления, в таких системах,
сложные, так как функции сбора, обработки данных, вычисления,
диагностики и управления оказываются распределенными, в том числе, и между
несколькими терминалами управления [2].
На
кафедре компьютерных систем управления МГТУ «СТАНКИН» разрабатываются
испытательные стенды для тестирования систем ЧПУ различного назначения, такие
как стенды с интерфейсами EtherCAT, CAN, SERCOS и другие [3]. При создании
испытательных стендов важным этапом является планирование архитектуры двухкомпьютерной
системы так, чтобы она позволяла оптимизировать проведение испытаний и ускорила
процесс обработки данных (рис. 1).

рис. 1 Архитектура многотерминальной системы ЧПУ
Многофункциональная
система ЧПУ обладает широким набором свойств, предназначенных для управления
большим спектром механообрабатывающего оборудования [4]. Отладка столь сложной
архитектуры требует массу времени и опыта специалиста по тестированию. В связи
с чем, необходимо было выявить основные параметры по тестированию систем с ЧПУ.
Исследования показали, что такими параметрами являются:
-
работоспособность
станочных панелей и панелей оператора;
-
работоспособность
всех элементов, в том числе маховиков и переключателей, на панелях управления;
-
достоверность
передачи данных между ядром и терминалами в режиме реального времени;
-
корректность
межмодульного взаимодействия кроссплатформенного программного обеспечения;
-
синхронная и
корректная обработка данных терминалами;
-
корректная работа
приводов, контроллеров и модулей ввода-вывода;
-
правильное
подключение и настройка всех элементов, включая настройку машинных параметров;
-
отсутствие сбоев
при длительной работе всей системы в разных режимах.
Архитектура
тестируемых систем может различаться в зависимости от задач автоматизации, но
испытательный стенд должен позволять
проводить оценку системы по определенному набору показателей. ГОСТ 4.405-85
устанавливает номенклатуру основных показателей качества программируемых
устройств ЧПУ. В таблице 1 представлены общие характеристики тестируемой
системы.
Таблица 1
Общие
характеристики тестируемой системы
|
Технические данные |
Параметры |
|
Управление станками |
Токарными, фрезерными, шлифовальными, лазерными,
расточными, специальными |
|
Реализуемые оси |
Линейные, круговые, бесконечно-круговые, переключение
шпиндель/ось |
|
Количество каналов |
Многоканальная система (до 8 каналов) |
|
Количество шпинделей |
До 4 |
|
Количество управляемых осей |
До 32 (до 16 осей на канал) |
|
Типы интерполяции |
Линейная, круговая, сплайновая |
|
Программирование |
G-коды, язык высокого уровня |
|
Количество терминалов |
До 8-ми терминалов, включая пульты ручного управления |
|
Количество режимов работы канала |
9 |
|
Технологические циклы |
Расточка, токарная обработка, фрезерование |
|
Интерфейсы |
SECOS, EtherCAT,
CANbus, UCSNet, Step|Dir, Memobus, Modbus |
Отладка
и тестирование проводятся в лабораторных условиях в целях выявления проблем в
работе терминалов, станочных панелей, контроллеров, их взаимодействий между
собой и в механизмах передачи данных. Результаты тестирования представляются в
виде протоколов, которые передаются разработчикам для внесения соответствующих
изменений. Для хранения информации используются разного рода системы
отслеживания ошибок - «багтрекеры», основной задачей, которых является сбор
информации о зарегистрированных проблемах в программном обеспечении и отслеживание их истории до полного устранения ошибок (рис. 2). Руководитель группы тестирования
проверяет протоколы и адресует их разработчикам для исправления ошибок. Решение
багов перепроверяется группой тестирования и, если ошибка не повторилась,
измененный исходный код закладывается в репозиторий.

рис. 2 Концептуальная
схема разработки ПО
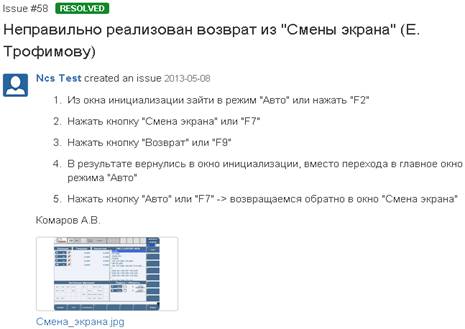
рис. 3 Скриншот
разрешённой ошибки
Кроме
того, развитые системы предоставляют возможность прикреплять файлы, помогающие
описать проблему, например, дамп памяти или скриншот (рис. 3).
Используемый
подход к созданию испытательных стендов перспективен для дальнейшего роста, в
частности, применение нового оборудования, расширения конфигурации, усложнения
электрической (принципиальной) схемы. Улучшение и последующая адаптация системы
к промышленным условиям позволит достичь новых технологий в развитии системы ЧПУ.
В
ходе тестирования многофункциональных систем ЧПУ были получены следующие
выводы:
·
испытательные
стенды – надежный инструментарий отладки создаваемых систем управления;
·
испытание
разрабатываемых систем на стендах позволяет выявлять ошибки и проблемы в
аппаратной и программной частях на стадии создании;
·
стенды позволяют
выполнять длительное тестирование в автономном режиме;
·
архитектура
стендов расширяема и может пополняться для испытания новых функциональностей и
новых компонентов систем управления;
·
обработка
результатов тестирования и использование системы отслеживания ошибок
(BugTrackingSystem) позволяет разработчикам оперативно вносить изменения в
проект.
Литература
1. Мартинов, Г. М. Принцип построения распределенной
системы ЧПУ с открытой модульной архитектурой / Г. М. Мартинов, Н. В. Козак, Р.
А. Нежметдинов, Р. Л. Пушков // Вестник
МГТУ "СТАНКИН", 2010.№ 4 (12). С. 116–122.
2. Мартинова, Л. И. Организация межмодульного
взаимодействия в распределенных системах ЧПУ. Модели и алгоритмы реализации /
Л. И. Мартинова, Г. М. Мартинов // Мехатроника, автоматизация, управление. -
2010. - N 11 (116). - С. 50-55.
3. Мартинов, Г. М. Подход к
построению мультипротокольной системы ЧПУ [Текст] / Г. М. Мартинов [и др.]
// Автоматизация в промышленности. - 2012. -№ 5. - С. 8-11.
4. Григорьев, С. Н. Концепция построения базовой системы
числового программного управления мехатронными объектами / С. Н. Григорьев, Г.
М. Мартинов // Информационные технологии в проектировании и производстве,
2011.№ 2, с. 21–27.