Особенности автоматизации
технологической подготовки производства аэродинамических моделей
самолётов
В.Д.
Вермель,
нач. НТЦ НПК, д.т.н, проф., vermel@tsagi.ru,
И.Ю.
Овсянников,
нач. сектора, ivan.ovsiannikov@tsagi.ru,
ФГУП «ЦАГИ», г. Жуковский,
Ю.С.
Балашова,
аспир., yulia.balashova@tsagi.ru,
А.В. Рыбаков,
к.т.н, доц., avr48@rambler.ru,
МГТУ «СТАНКИН», г. Москва
Данный доклад посвящен актуальной проблеме
согласования деятельности разно профильного коллектива
разработчиков аэродинамических моделей самолетов в условиях опытного
производства, при одновременном снижении затрат и времени на технологическую
подготовку производства (ТПП).
Авторами рассмотрен инновационный подход решения
данной проблемы путем тесной взаимной увязки различных модулей в интегрированную
информационную среду. Что позволит контролировать ход выполнения работ по
конкретному заказу, осуществлять обратную связь и быстро реагировать на
возникшие проблемы, а так же осуществлять планирование производственных и
трудовых ресурсов.
This
report focuses on the actual problem of harmonizing the development team of
aerodynamic model of the planes activities in pilot-scale production, while
reducing the cost and time to the technological preparation of production.
Based
on the characteristics of both the pilot-production and the process of its
preparation process, it is impossible to realize the automation of its
management by directly implementing a PDM-known systems. The authors considered
an innovative approach to solve this problem by close integrating various
modules in one information environment, which will monitor the progress of work
on a specific request, provide feedback and respond quickly to emerging issues,
as well as to plan-production and labor.
Становление рыночной экономики значительно повысило
требования к эффективности опытного производства, которое благодаря наличию
интеграционных связей науки и производства, позволяет материализовать научную
идею в рыночный продукт (самолет) через опытную модель. Поэтому, чтобы выжить в
высоко конкурентной среде, а также соответствовать требованиям мирового авиационного
рынка, необходимо использовать инновационные подходы и методики решения данной
задачи.
Технологическая подготовка производства (ТПП) –
сложный и ответственный процесс, результаты которого во многом определяют
рентабельность и качество выпускаемой продукции. Одним из направлений
сокращения трудоемкости и сроков ТПП является использование технологической
унификации и стандартизации технологических процессов (ТП), технологической
документации, оборудования и технологической оснастки, а так же использование
групповых методов обработки деталей. Поэтому обеспечение ТПП на основе создания
развитых программных комплексов для массовых и крупносерийных производств в
достаточной степени освоено. Применительно к единичным опытным и модельным
производствам, которые характеризуются широкой номенклатурой изготавливаемой
продукции, большим объемом универсальных операций и ручного труда, окончательное
решение до настоящего времени отсутствует, что делает изучение данной задачи
весьма актуальным. ФГУП «ЦАГИ» является одним из мировых центров, где на основе
аэродинамических моделей самолетов (АДМ), выдаются рекомендации по
совершенствованию тех или иных параметров будущего изделия. Поэтому
автоматизация ТПП АДМ в условиях информационно – технологической среды
существенна для деятельности ЦАГИ.
Основным видом продукции Опытного производства ФГУП
«ЦАГИ» являются объекты для экспериментальных исследований на установках – в
основном это модели летательных аппаратов (ЛА) и их элементов. Каждая
аэродинамическая модель самолета – уникальное, наукоемкое изделие отличающееся
[1]:
· сложностью и
разнообразностью форм поверхностей агрегатов аэродинамических моделей (фюзеляж,
крыло, пилон, закрылок и т.д.), новизной конструкций деталей, наличием
дренажных систем;
· возможностью изменения в
обводах аэродинамической компоновки деталей со стороны заказчика, и ее
реконфигурированием в процессе конструирования и производства;
· применением в конструкции
широкой номенклатуры высокопрочных материалов (высоколегированная
конструкционная сталь (до 50% от всего объема применения), алюминиевые сплавы
(до 30%), пенопласты, дерево, композиты (до 20%)); высокой требуемой точностью
– 0,02 ÷ 0,05 мм и качеством изготовления (шероховатость аэродинамических
поверхностей – Ra 0,1 мкм, размеры – 0,15 ÷ 3,5 м, вес – 0,5 ÷ 12
кг);
· необходимостью изготовления специальной оснастки и
применением специального инструмента.
Высокая трудоемкость и длительность процесса
проектирования и изготовления АДМ самолетов (рис.1) обусловлена, с одной
стороны, сложностью объекта – геометрией поверхности, высокой требуемой
точностью и качеством изготовления. С другой стороны, сложностью производства
обусловленной его опытным, единичным характером.
При этом суммарная трудоёмкость обработки на
станках с ЧПУ и слесарной обработки составляет до 90% от общей трудоемкости
производства (рис.2). По сравнению с серийными и массовыми производствами, бизнес-процессы
опытного и единичного характеризуются высокой неопределенностью временных и
ресурсных затрат, что диктует необходимость в специализированном организационном
и информационном обеспечении.
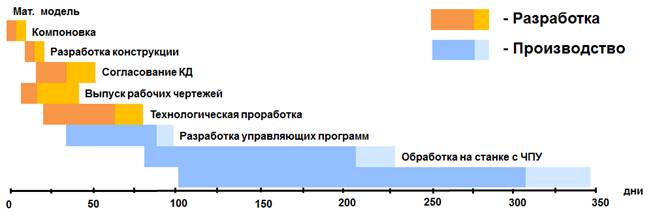
рис.1.
Трудоёмкость проектирования и изготовления АДМ
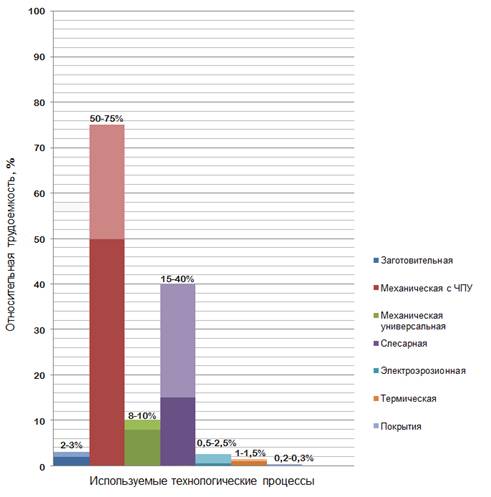
рис.2.
Гистограмма распределения относительной трудоемкости при изготовлении АДМ
Так же существенным фактором, определяющим
эффективность опытного производства, является оптимизация использования
производственного оборудования, возможность быстрого реагирования на изменения
в процессе проектирования и производства, возможность оперативно получать
качественную и достоверную информацию.
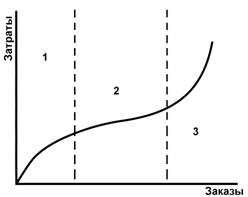
рис.3.
Кривая роста затрат при ТПП (1 – каждый новый заказ требует меньшего прироста
переменных затрат; 2 – оптимальное соотношение постоянных и переменных
ресурсов; 3 – исчерпывание свободных ресурсов)
Ресурсные затраты (затраты на сырье,
электроэнергию, вспомогательные материалы, инструмент, оплату труда) при ТПП
меняются пропорционально увеличению или уменьшению роста числа заказов на
производстве. При этом можно выделить три периода роста переменных нагрузок
(рис.3) (закон изменяющейся отдачи переменного фактора) [2,3].
Для снижения затрат необходимо удерживать кривую
издержек, чтобы рост числа заказов оставался в пологой части графика. К ее смещению приводят либо изменение цен на
ресурсы, либо внедрение новых более эффективных технологий, которое позволяет
повысить производительность всех ресурсов, и в результате ведет к снижению
значений издержек.
Поэтому в условиях опытного производства наукоёмких
изделий необходимо использовать информационные технологии, позволяющие
осуществлять сбор, ведение и учет данных, а так же решающие одновременно задачи
управления конструкторско-технологическими данными и автоматизации
административно-хозяйственных функций. Их применение обеспечит повышение качества
инженерных работ за счет сокращения рутинных операций и снижения вероятности
ошибок, определяемых человеческим фактором [4,5].
Новый уровень внедрения информационных технологий в
производственные процессы достигается за счет тесной взаимной увязки различных
модулей в интегрированную информационно-технологическую среду (ИТС) [6,7]
(рис.4).
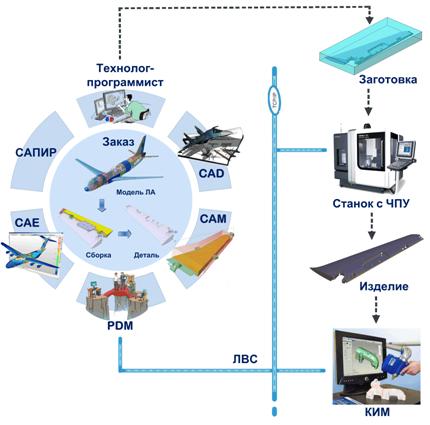
рис.4
Состав информационно-технологической среды
Для решения данной задачи должны использоваться
современные модель-ориентированные подходы при согласовании распределенных
моделей участников процесса ТПП в единую информационную модель, которая
позволит выгодно использовать инженерное программное обеспечение (ПО) самого
разного уровня при работе специалиста с простыми и сложными данными [8]. Причем
в качестве моделей следует рассматривать рабочие процессы, методы моделирования
и управления ТПП, описательные алгоритмы, базы данных и знаний, которые
позволят использовать преимущества модели на различных этапах ТПП.
При ТПП аэродинамических моделей самолетов над
проектом работают разные группы специалистов (конструктора, прочнисты,
технологи, технологи-программисты), которые вынуждены тесно взаимодействовать
друг с другом, однако при совместной работе также важны гибкость и
независимость, возможность работать параллельно, не мешая друг другу, в
условиях динамически поступающих и обновляющихся данных по проекту. Сейчас это
обеспечивается тем, что участники создают локальные модели, в которых не
относящиеся к их компетенции элементы представлены в обобщенном, абстрактном
виде (рис.5).
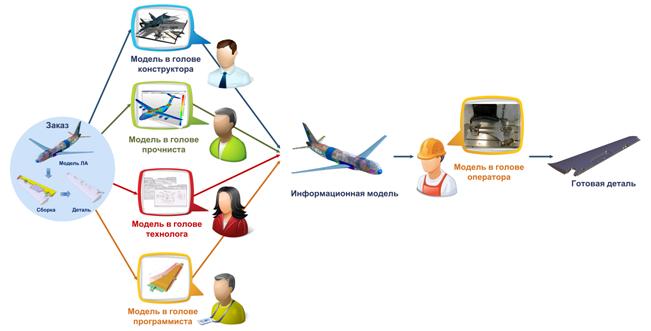
рис.5
Мысленные модели участников процесса ТПП АДМ
Согласование локальных моделей (рис.6) предоставит
участникам процесса ТПП большие возможности для принятия наилучшего решения с
учётом всех имеющихся данных, особенно при динамически вносимых изменениях в
процессе ТПП и производства.
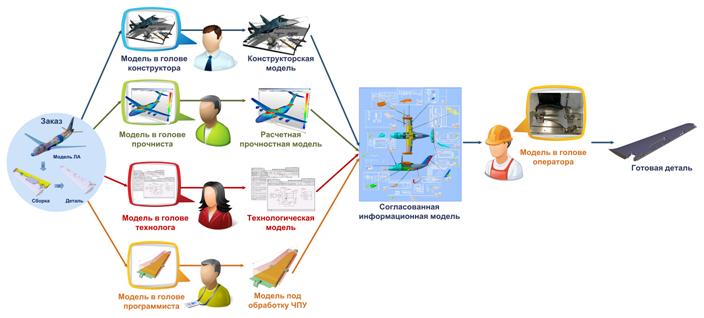
рис.6
Согласованная информационная модель процесса ТПП АДМ
В основном современное ПО решает вопросы по
сокращению рутинной работы. Но основные потери времени происходят вовсе не из-за
нее, а из-за ошибок, неправильных решений, из-за недостатка опыта и знаний.
Таким образом, в рамках данного исследования рассматривается разработка
интеллектуальных программ моделирования, которые позволят снизить вероятность
значительных ошибок и задержек участникам процесса ТПП [9].
Важнейшим результатом внедрения автоматизации
становится снижение затрат: на проектирование конструкций АДМ и управление их
производством в условиях динамического обновления данных. Это обусловлено
проведением модификации геометрической формы и конструкции, а также
информационным сопровождением по этапам жизненного цикла модели, включая
аэродинамические испытания и обработку полученных результатов.
Другим существенным фактором снижения
производственных и непроизводственных затрат является эффективное сочетание
долговременного и оперативного планирования и управления разработкой и
производством. Оно включает в себя распределение исполнителей и технологических
ресурсов, разработку сложных заданий, пооперационный контроль выполнения
производимых работ, состояния оборудования и материально-техническое снабжение.
Литература
1. Опытное производство. Режим доступа: http://www.tsagi.ru/experimental_base/pilot_production/.
2. Фролов Т.А. Экономическая теория // Конспект лекций, –
Таганрог: ТТИ ЮФУ, 2009.
3. Онлайн учебник по экономике. Графики общих, средних и
предельных издержек. Режим доступа:
http://www.study-economics.ru/grafiki-izderjek/.
4. Рыбаков А.В., Кожин М.В., Орлов А.А. Итеративное
управление проектированием и изготовлением сложных изделий на базе компьютерных
моделей в условиях информационно – технологической среды // Вестник
компьютерных и информационных технологий, 2009, № 12, C. 21 – 28.
5. Рыбаков А.В., Орлов А.А., Татарова Л.А., Шамов
С.А. Система автоматизированной
поддержки информационных решений при выпуске изделий «под заказ» в единичном и
мелкосерийном производстве в машиностроении // CAD/CAM/CAE Observer #7(51).
2009, C. 62 – 69.
6. Рыбаков А.В., Орлов А.А. Использование
интеллектуальных систем для ТПП механической обработки на станках с ЧПУ //
Системы проектирования, технологической подготовки производства и управления
этапами жизненного цикла промышленного продукта (CAD/CAM/PDM – 2009)/ Тезисы
9-й Международной конференции. Под ред. Е.И. Артамонова. – М.: ИПУ РАН. – 2009,
C. 77.
7. Краснов А.А., Орлов А. А., Рыбаков А.В., Смоленцева
Л.А., Татарова Л.А. Организация и управление технологической подготовкой производства
наукоемких деталей в условиях информационно – технологической среды (на примере
деталей силового каркаса в опытно – экспериментальном производстве) //
CAD/CAM/CAE Observer #5(51). 2010, C. 62 – 69.
8. Бауск А. О модельной парадигме // CADMASTER №2,
2013.
9. Ямпольский А. Парадигма проектирования: от модели – к
проекту // CAD/CAM/CAE Observer №5 (49), 2009.