Особенности создания
автоматизированной системы планирования технологических процессов в условиях
многономенклатурного механообрабатывающего производства
С.Г.
Митин,
доц.
каф. ПТК, к.т.н., ser_gen@inbox.ru,
П.Ю. Бочкарёв,
зав. каф.
ПТК, д.т.н., проф., bpy@mail.ru,
Л.Г. Бокова,
ассист. каф. ПТК, bokovalg@mail.ru
СГТУ им. Гагарина Ю.А., г. Саратов
В статье рассматриваются вопросы создания системы
планирования технологических процессов в условиях многономенклатурного
производства. Приводятся особенности создания подсистем проектирования
технологических операций на примере операций фрезерной обработки. Описывается методика оценки технологичности с учётом особенностей многономенклатурного производства.
Questions
of creation of system of planning of technological processes in the conditions
of multinomenclature machining systems are considered in the article.
Features of creation of subsystems of design of technological operations on an
example of operations of milling processing are given. The technique of an evaluating manufacturability according the
features of multinomenclature production is
described.
Современные тенденции в машиностроении направлены
на модернизацию существующих и создание новых производств. Обновление парка металлорежущего
оборудования, наделение каждого его представителя всё большей
функциональностью, расширение номенклатуры изготавливаемых изделий ставят
задачу обеспечения технологической гибкости машиностроительных предприятий с
позиции быстрого реагирования на изменяющиеся условия производства.
Существующие системы автоматизированного проектирования позволяют сократить
время разработки технологических процессов, однако проектирование ведётся для
каждой детали либо группы деталей, объединённых по конструктивным или
технологическим признакам, при этом не учитывается состояние производственной
системы в процессе реализации разработанных технологических процессов. В связи
с этим одним из основных направлений технологии машиностроения как науки
является разработка новых методов проектирования технологических процессов на
основе полной формализации всех проектных процедур с целью создания
автоматизированных систем технологической подготовки производства, способных в
кратчайшие сроки адаптироваться к новым производственным условиям и учитывать
особенности каждой производственной системы.
В наибольшей степени поставленные выше задачи нашли
свое решение в автоматизированной системе планирования многономенклатурных технологических
процессов [1], основными принципами создания которой являются полная формализация
всех проектных процедур, параллельное проектирование технологических процессов
для всех запланированных для обработки деталей с
учётом реально складывающейся производственной ситуации, многовариантные
решения задач проектирования.
Автоматизированная система планирования
многономенклатурных технологических процессов представляет собой многоуровневую
иерархическую систему и состоит из двух страт: страты проектирования
технологических процессов и страты их реализации (рис.1). На страте
проектирования создаются технологические процессы, которые обеспечивают
возможность изготовления всей номенклатуры деталей в конкретной
производственной системе. На страте реализации технологических процессов
определяются показатели эффективности реализации технологических процессов и эффективности
работы производственной системы, которые наряду с информацией об изменении производственных
условий поступают в виде обратной связи на страту проектирования.
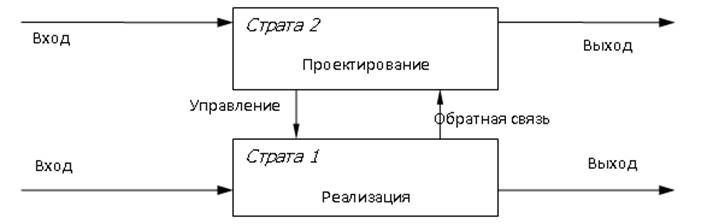
рис.
1 Стратифицированное представление
системы планирования технологических процессов
В системе планирования многономенклатурных
технологических процессов предложена общая последовательность проектирования
технологических процессов на уровне технологических операций, которая включает
в себя необходимость разработки структуры операции, определение средств
технологического оснащения, расчёт параметров обработки. Однако состав и
последовательность проектных действий имеют существенные различия в зависимости
от групп технологического оборудования и применяемой технологической оснастки.
Применение принципов системного подхода позволяет разделить задачу
проектирования технологических процессов на уровне технологических операций
путём разработки ряда проектных процедур для каждой группы оборудования. В
результате появляется возможность создавать технологические процессы с учётом
конструктивно-технологических особенностей всей номенклатуры изделий, при этом
подсистема проектирования технологических операций автоматически определяет
набор проектных процедур, необходимый на каждом этапе проектирования.
Рассмотрим особенности создания подсистемы
проектирования технологических операций на примере оборудования фрезерной
группы. Определение места подсистемы проектирования операций
фрезерной обработки в составе автоматизированной системы планирования
многономенклатурных технологических процессов, входных и выходных данных,
внешних факторов, влияющих на процесс проектирования позволили создать структурную
модель данной подсистемы, выявить её информационные взаимодействия с другими
элементами и подсистемами системы планирования (рис. 2).
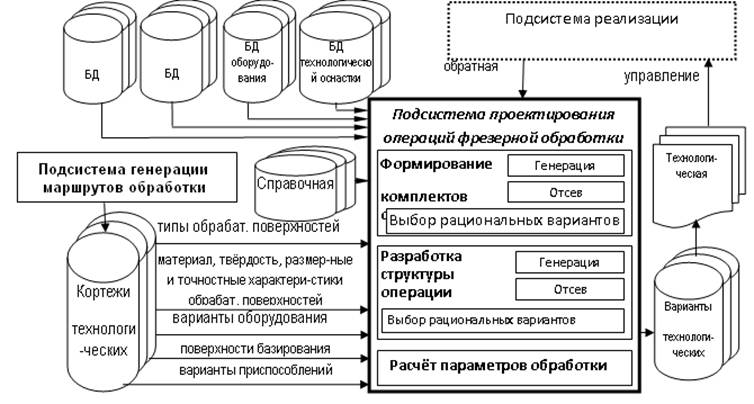
рис.
2 Структурная модель подсистемы
проектирования технологических операций фрезерной обработки
Исходными данными для разработки
технологических операций служат информация об обрабатываемых деталях,
информация о принятых на предыдущих этапах технологических решениях, информация
о технологических возможностях оборудования фрезерной группы и средствах
технологического оснащения (СТО) для оборудования фрезерной группы,
нормативно-справочная информация, которая хранится в соответствующих базах
данных (БД). Информация о принятых на предыдущих этапах технологических решениях
представляет собой кортежи переходов, которые были получены на стадии
разработки маршрутов технологических процессов.
Выходными данными является множество вариантов
технологических операций, которое сохраняется в соответствующей базе данных, а
также комплект технологической документации, который поступает в качестве
управляющего алгоритма на вход подсистемы реализации технологических процессов.
В роли внешнего возмущающего воздействия выступает
информация о текущем состоянии производственной системы, благодаря чему
существует возможность оперативно реагировать на изменение производственных
условий путём выбора альтернативных вариантов реализации технологических
операций из ранее сформированного множества.
Во время проектирования технологических операций
фрезерной обработки возникает необходимость в решении многовариантных задач
разработки содержания и состава операций, выбора технологической оснастки из
достаточно широкой номенклатуры режущего и вспомогательного инструмента для
фрезерной группы оборудования, расчёта и оптимизации режимов резания. В связи с
этим для каждого этапа разрабатываются формализованные методики проектирования
с применением соответствующего математического аппарата.
На первом этапе выбора технологической оснастки для
каждого кортежа технологических переходов с применением теории множеств генерируется
множество возможных вариантов технологической оснастки на основе базы данных
средств технологического оснащения для оборудования фрезерной группы.
Наиболее эффективным для решения задачи отсева
нерациональных вариантов оснастки видится применение критерия однородности
технологической оснастки и инструмента, который обеспечивает инвариантность
структур операций и позволяет выполнить требование взаимозаменяемости элементов
технологических операций. Формализацию этой проектной процедуры предлагается
проводить с использованием элементов линейной алгебры, алгебры Буля и теории
множеств.
На основе множества возможных вариантов оснастки
составляется матрица применяемости комплектов «режущий инструмент –
вспомогательный инструмент» (столбец) на каждом переходе в кортеже (строка).
Каждый элемент матрицы равен 1 или 0, если на i-м переходе возможно или нет использование j-го комплекта оснастки. Затем сокращается количество столбцов в
матрице путём поэлементного логического сложения столбцов и исключения тех,
результат сложения с которыми равен другому столбцу. После этого формируется
семейство множеств, где каждое множество является набором оснастки, необходимым
для осуществления обработки на всех переходах. Из полученных наборов выбираются
множества с минимальными мощностями, и после их объединения образуется
множество комплектов оснастки, которые могут использоваться на максимальном
количестве переходов.
Формирование рационального комплекта
технологической оснастки может быть осуществлено путём перебора различных
комбинаций режущего и вспомогательного инструмента для всей совокупности
технологических переходов. В связи с тем, что таких вариантов может быть
достаточно много, и для их перебора потребуются слишком большие вычислительные
ресурсы, предлагается использовать математический аппарат динамического программирования,
преимущество которого заключается в отсутствии необходимости расчёта параметров
оптимизации для каждого сочетания вариантов технологической оснастки. Кроме
того, применение динамического программирования позволит оптимизировать систему
в целом и избежать случаев, когда оптимизация отдельных элементов приведёт к
неработоспособности системы.
В терминах динамического программирования процедура выбора рациональных вариантов режущих инструментов (РИ) представляет собой некоторую операцию, состоящую из ряда
последовательных этапов или шагов. В нашем случае каждый шаг – это отдельный
технологический переход.
Пусть шаговые управления x1, x2,
…, xi, …, xn
– решения по выбору какого-либо типоразмера режущего инструмента для обработки
на i-м шаге (технологическом переходе), где i=1..n; n – количество
технологических переходов. При этом выигрыш равен wi.
Управление операцией x – совокупность шаговых управлений. x={x1,
x2, …, xi, …, xn}.
Требуется найти такое управление x*, при котором
суммарный выигрыш W обращается в максимум.
![]() .
(1)
.
(1)
При этом x*={x*1, x*2, …, x*i,
…, x*n} – оптимальное управление, состоящее из совокупности
оптимальных шаговых управлений.
Определим параметры, которые характеризуют
состояние системы перед каждым шагом и критерий оптимизации.
От выбора того или иного варианта РИ зависят режимы
резания, на основе которых рассчитывается основное время tо, поэтому в качестве критерия оптимизации выбираем
суммарное основное время tоΣ, которое определяется суммой
основных времён каждого технологического перехода для всех рассматриваемых
технологических операций. Требуется подобрать такие комбинации РИ для каждого
технологического перехода, чтобы суммарное время tоΣ
было минимальным. Если стремиться минимизировать только tо, то в рамках одной и той же
технологической операции может потребоваться смена РИ, что повлечёт за собой
дополнительные затраты времени, сопоставимые с основным временем. В связи с
этим ещё одним критерием оптимизации технологической операции является
количество смен РИ, которое должно быть сведено к минимуму.
В условиях многономенклатурного производства, когда
размеры партий изготавливаемых деталей невелики, а номенклатура деталей,
напротив, довольно широка, потери времени на переустановку режущего инструмента
во время переналадки на следующую технологическую операцию, выполняемую на том
же станке, что и предыдущая, могут быть достаточно большими. Поэтому необходимо
стремиться к сокращению количества смен инструмента не только в рамках одной
технологической операции, но и в рамках обработки технологических переходов,
входящих в различные технологические операции, но выполняемые на одном и том же
технологическом оборудовании.
Одним из важнейших технологических параметров
режущего инструмента является его стойкость. Время бессменной работы toj для j-го режущего инструмента ограничивается
нормативным периодом стойкости Тj.
![]() ,
(2)
,
(2)
где p – количество
различных деталей, для обработки которых используется j‑й
инструмент; Nr – размер партии r-й детали.
Управление xi={j, tij, aij} на i-м шаге означает, что на данном
технологическом переходе обработка ведётся с помощью j-го типоразмера режущего
инструмента с временем обработки tij,
с количеством смен инструмента aij.
 , (3)
, (3)
где τij –
суммарное время бессменной работы j-го режущего инструмента после обработки на
i-м переходе.
Состояние системы на каждом i-м шаге
характеризуется вектором Si={j, τij}, который означает, что перед выполнением
i-го перехода использовался j-й типоразмер режущего инструмента, и его
использованный ресурс равен τij.
Запишем функцию выигрыша для каждого шага
![]() .
(4)
.
(4)
Определим функцию изменения
состояния системы (5), которая показывает, как меняется состояние Si под влиянием управления xi.
![]() .
(5)
.
(5)
Тогда имеем возможность записать основное
рекуррентное уравнение динамического программирования
![]() ,
(6)
,
(6)
которое
выражает условный оптимальный выигрыш Wi(Si) (начиная с i-го шага и до конца) через уже
известную функцию Wi+1(S′). Этому выигрышу соответствует
условное оптимальное управление на i-м шаге xi(Si).
Решение задачи начинается с проведения условной
оптимизации последнего n‑го шага, вычисляя для
возможных вариантов режущего инструмента на этом шаге условный оптимальный
выигрыш
![]() ,
(7)
,
(7)
и находя условное
оптимальное управление xn(Sn).
В нашем случае в качестве последнего шага
определяется технологический переход, на котором может быть использовано
наименьшее количество различных наименований и типоразмеров режущего
инструмента, так как в противном случае не гарантируется выполнение данного
перехода ввиду существующей вероятности исключения подходящих вариантов
режущего инструмента на предшествующих шагах.
Далее проводится условная оптимизация (n-1)-го,
(n-2)-го и т. д. шагов по формуле (6). В итоге остаётся произвести безусловную
оптимизацию управления, учитывая полученные рекомендации на каждом шаге.
При наличии рациональных комплектов технологической
оснастки появляется возможность перейти к проектной процедуре формирования структуры
технологической операции фрезерной обработки. На выбор структуры
технологической операции в конкретных условиях производства влияет множество
факторов: геометрическая конфигурация детали, требуемая точность обработки,
качество получаемой поверхности, технологические возможности оборудования,
приспособлений, режущего инструмента и т. д. Изменение структуры
операции оказывает значительное влияние на станкоёмкость
и трудоёмкость обработки. Следовательно, выбор рациональной структуры операции
при планировании технологических процессов на уровне технологических операций
является ведущим фактором, определяющим возможность повышения показателя
технико-экономической эффективности технологических процессов.
На этапе разработки структур технологических
операций ключевым моментом является выбор рациональной последовательности
технологических переходов. Методику генерации возможных последовательностей
обработки предлагается построить с применением математического аппарата теории
графов. При решении задачи формируется полный ориентированный граф G.
Каждой вершине графа присваивается код элементарной обрабатываемой поверхности.
Каждая дуга отражает последовательность обработки соответствующих типов
элементарных поверхностей. Для определения возможной последовательности
обработки i-го кортежа, состоящего из m
переходов, из графа G выбирается подграф, вершины которого соответствуют
обрабатываемым поверхностям в кортеже. Затем формируются возможные варианты
последовательностей переходов путём обхода вершин по стрелке с соблюдением
следующих условий: каждая вершина должна включаться в маршрут столько раз,
сколько раз встречается в кортеже технологических переходов элементарная поверхность,
соответствующая данной вершине; для каждой вершины, начиная со второй, не
должно быть исходящей дуги в направлении каждой из предыдущих вершин, либо
между этими вершинами должны быть противоположно ориентированные дуги.
Отсев нерациональных вариантов последовательностей
обработки производится по степени точности обработки и по относительному
расположению обрабатываемых поверхностей. Выбор рациональных вариантов
последовательностей обработки осуществляется по критерию минимизации
штучно-калькуляционного времени операции.
Расчёт параметров обработки и нормирование
технологических операций имеет смысл производить по известным аналитическим
зависимостям для каждого варианта технологической операции. По результатам
расчётов появляется возможность выбора вариантов операций с минимальным
штучно-калькуляционным временем, для которых генерируется технологическая
документация, поступающая в качестве управляющего алгоритма в подсистему
реализации технологических процессов.
Таким образом, к настоящему времени созданы модели
и разработаны подсистемы, позволяющие полностью автоматизировать проектные процедуры
создания технологических процессов изготовления деталей типа
тел вращения на этапах формирования структуры и содержания технологических
операций.
Однако выполнение технологической подготовки
производства как этапа технической подготовки невозможно без установления
взаимосвязей с предшествующим этапом в логической последовательности создания
продукции - конструкторской подготовки. Основой таких взаимосвязей является
оценка технологичности изделий, которая обеспечивает наиболее полное
использование конструкторско-технологических резервов для решения задач,
связанных с повышением технико-экономических показателей изготовления и
качества изделий с обеспечением заданных технических требований.
Технологичность является важнейшей технической
основой, обеспечивающей наиболее полное использование
конструкторско-технологических резервов для наиболее полного решения задач,
связанных с повышением технико-экономических показателей изготовления и
качества изделий с обеспечением заданных технических требований. Понятие технологичности
конструкции предусматривает такое проектирование, которое при соблюдении всех
технических требований обеспечивает минимальную трудоемкость изготовления,
минимальные материалоемкость и себестоимость, а также возможность быстрого
освоения выпуска изделий в условиях многономенклатурного производства на базе
применения современного высокопроизводительного оборудования, методов обработки
и автоматизации технологической подготовки производства.
Технологичность конструкции необходимо
рассматривать как комплексное решение задачи создания конструкции,
обеспечивающей возможность использования всех особенностей технологических
процессов во времени и пространстве, т.е. относя ее к определенным
производственным заданиям и условиям. Кроме существующего взгляда на
технологичность конструкции машин и ее деталей, как функцию их объема выпуска и
серийности, предлагается учитывать такую важную составляющую функционирования
производственной системы, как подсистему, обеспечивающую технологическую
подготовку производства и организационное сопровождение реализации
технологического процесса.
В рамках производственной системы одновременно
производится обработка деталей различных наименований, и эффективность работы
системы во многом определяется “технологической совместимостью” деталей,
которая определяется как однотипностью средств технологического оснащения, так
и возможностью рациональной реализации процессов изготовления деталей,
связанных с ситуационной перестройкой технологических процессов на различных
этапах.
Создание или серьезное изменение подходов к
организации технологического обеспечения производственных систем не может не отразится на комплекте оценочных показателей
технологичности изготавливаемых деталей. При создании системы планирования
многономенклатурных технологических процессов механообработки, в основу которой
положена многовариантность реализации технологических
процессов с учетом реально складывающейся
производственной ситуации, оценка деталей на технологичность должна учитывать
следующие дополнительные факторы.
- технологичность детали
зависит от реальных технологических возможностей оборудования в рамках рассматриваемой
производственной системы;
- оценка технологичности
конструкции должна вестись на основе показателей, учитывающих возможность
многовариантной реализации технологических процессов в реальных
производственных условиях, т.е. показатели должны отражать вероятностный
характер реального процесса изготовления деталей и предоставлять возможность
определить предельные значения технологичности;
- методика оценки
технологичности деталей должна строиться не для каждой отдельной детали, а для
всей номенклатуры деталей, обработка которых происходит в рассматриваемый
интервал времени в рамках одной производственной системы.
Учет представленных
факторов предлагается вести посредством разработки следующих моделей и методик,
реализация которых в системе планирования технологических процессов
механообработки в виде самостоятельных проектных процедур предусматривается в
приведённой ниже последовательности.
1.
Проверка конструктивных характеристик деталей на возможность их
изготовления в рамках конкретной производственной системы с учетом технологических
возможностей механообрабатывающего оборудования.
2.
Определение уровня использования технического потенциала оборудования
при изготовлении отдельных деталей и всей запланированной номенклатуры деталей.
3.
Оценка комплекта изготавливаемых деталей по показателю однородности по
виду и конструктивным характеристикам поверхностей, как составляющих элементов
деталей, и заключение о степени их унификации.
4.
Прогнозирование технико-экономических показателей изготовления запланированной
номенклатуры деталей с целью выработки предложений по формированию
рационального комплекта деталей для конкретно сформировавшихся реальных
производственных условий.
При анализе технологичности
важным фактором, наряду с полнотой учета влияния конструктивных особенностей
деталей на технологические аспекты их изготовления в условиях конкретной
производственной системы, является упорядочивание и обоснование сопоставления
критериев, используемых при ее
количественной оценке. Производственная технологичность деталей обуславливает
эффект при технологической подготовке производства, а также в процессе
производства и контроля качества изделия. Таким образом, в качестве единого
критерия технологичности конструкции рациональнее всего использовать ее
экономическую целесообразность при заданных номенклатуре, объемах изготовления
и условиях производства.
В представленной
последовательности оценки производственной технологичности деталей
вычислительные процедуры разделены по функциональным задачам на две группы. В
задачу первых входит отсев деталей, изготовление которых невозможно в условиях
данной производственной системы с установлением конструктивно-технологических
причин. В задачу вторых входит технико-экономическое заключение о соответствии
комплекта обрабатываемых деталей возможностям конкретной производственной
системы.
Выполненный анализ по
представленным процедурам позволит на этапе формирования комплекта
обрабатываемых деталей дать оценку их технологичности с точки зрения
соответствия тем основным принципам, которые заложены при разработке системы
планирования многономенклатурных технологических процессов.
Создание
технологических процессов в условиях многономенклатурного производства имеет
особенности, связанные с необходимостью учёта складывающейся производственной
ситуации, учёта всей номенклатуры обрабатываемых деталей, прогнозирования
технико-экономических показателей на основе оценки технологичности. Таким
образом, разработка формализованных методик проектирования технологических
процессов на уровне технологических операций для различных видов обработки
наряду с методикой оценки производственной технологичности даёт возможность
учесть представленные особенности и сформировать автоматизированную систему
планирования технологических процессов, внедрение которой в многономенклатурные
производственные системы механообработки позволит повысить эффективность их
функционирования.
Литература
1.
Бочкарёв П. Ю. Системное представление планирования технологических
процессов механообработки [Текст] / П.Ю. Бочкарев // Технология машиностроения.–
2002. №1.– С.10-14.
2.
Бочкарёв П. Ю. Планирование технологических процессов в
условиях многономенклатурных механообрабатывающих систем. Теоретические основы
разработки подсистем планирования маршрутов технологических операций [Текст] /
П.Ю. Бочкарёв, А.Н. Васин // Учебное пособие.– Саратов: СГТУ, 2004.
136 с.
3.
Митин С.Г. Формирование методического обеспечения
автоматизированной подсистемы проектирования операций фрезерной обработки.
[Текст] / С. Г. Митин, П. Ю. Бочкарев // Наукоемкие технологии в
машиностроении.– 2012. №1.– С.32-39.
4.
Митин С.Г. Формирование рационального комплекта режущего
инструмента с применением аппарата динамического программирования. [Текст] / С.
Г. Митин, П. Ю. Бочкарев // СТИН.– 2012. №6.– С.20-24.
5.
Митин С.Г. Генерация возможных вариантов структур технологических
операций с применением аппарата теории графов [Текст] / С. Г. Митин, П. Ю.
Бочкарев // Технология машиностроения.– 2012. №4.– С.69-73.
6.
Бокова Л.Г. Структура оценки производственной технологичности деталей в
многономенклатурных механообрабатывающих системах [Текст] / Л. Г. Бокова // Вестник
Саратовского государственного технического университета. – 2011. – №56. – С.
27-31.