Система управления
технологичностью изделий
приборостроения
Г.Х. Ирзаев,
доц., к.т.н., irzajev@mail.ru
ФГБОУ ВПО «ДГТУ», Махачкала
Представлена методология
реализации системы управления технологичностью изделий приборостроения. Описана структура программно-информационного
комплекса, состоящего из трёх подсистем – оценки компетентности эксперта,
формирования и количественной оценки показателей технологичности, качественной
оценки и прогнозирования технологичности.
The methodology of realization of control system is presented by
adaptability to manufacture of products of instrumentation. The structure of
the program and information complex consisting of three subsystems –
estimations of the expert competence, formation and quantitative assessment of
indicators of adaptability to manufacture, quality standard and adaptability to
manufacture forecasting is described.
1. Актуальность создания системы управления технологичностью изделий
Анализ работ, выполняемых при проектировании,
технологической подготовке производства изделий приборостроения, показывает,
что на разработку технологичных приборов в среднем приходится 40…45 %
трудозатрат при единичном и мелкосерийном производстве. Действующие на
предприятиях методы проектирования и освоения технологичных изделий далеки от
совершенства, в неполной мере учитывают организационно-технические факторы
производства, а принципы комплексности и целевой направленности не находят ещё
своего полного развития при управлении технологичностью конструкций (ТК)
изделий на предприятиях приборостроения. Актуальность и выгодность создания
эффективной системы управления технологичностью для предприятий
приборостроительной отрасли обусловлена
жёсткими рыночными требованиями к современной продукции. Система управления
технологичностью даёт возможность создавать конкурентоспособные на рынке
изделия приборостроения, отвечающие высоким требованиям по функциональной
отдаче, позволяет повысить производительность труда, рационально использовать
ресурсы, снизить трудоёмкость и себестоимость выпускаемой продукции.
Нарастающая степень автоматизации различных видов
проектно-производственной деятельности, основанная на средствах информационных
технологий требуют поиска новых принципов автоматизации управления ТК. Большой
объём и многообразие решаемых задач по отработке конструкций на
технологичность, а также потребность в оперативной обработке и анализе больших
объёмов информации предопределяют необходимость широкого применения средств
вычислительной техники. Существенное влияние на технологичность оказывает и
организация самих процессов проектирования на базе использования САПР и
современных методов инженерно-экономического анализа, и широкое применение
современных АСТПП с дальнейшим развитием в направлении комплексной интеграции
[1,2]. Нерешёнными остаются вопросы автоматизации комплексной оценки ТК изделий
приборостроения.
2. Методология системы
управления технологичностью изделий приборостроения
Использование в системе
управления технологичностью основополагающих принципов целеполагания,
анализа, прогнозирования, оперативного управления, контроля, учёта, присущих
управлению сложными системами, позволяет достичь одной из главных целей
производства – уменьшения различных затрат при проектировании, подготовке
производства, изготовлении и эксплуатации изделий приборостроения (рис.1).
Управление технологичностью
изделий приборостроения целесообразно осуществлять на основе использования
комплексного методологического аппарата, состоящего из специальных методов и
приёмов, обеспечивающих формирование целей и критериев оценки результатов,
оперативное управление на основе предвидения изменений и принятия гибких
решений. Для этого необходима разработка более эффективных методов управления с
преломлением к задачам управления
технологичностью изделий. Методологический инструментарий решения отдельных
задач управления отработкой технологичности создаваемых изделий нуждается в
дополнении новыми методами эффективной отработки приборов на технологичность и
экономичность. Среди таких методов, нуждающихся в совершенствовании и
дальнейшем развитии, экспертные оценки и прогнозирование, статистический анализ
конструкторско-технологических изменений в изделиях, количественная оценка
показателей технологичности.
Проведенное
информационное моделирование процессов управления технологичностью изделий
приборостроения при разработке технического задания и структурной схемы
изделия, разработке принципиальных схем на уровне отдельных блоков, разработке
конструкций изделия, технологической подготовке, серийном производстве и
эксплуатации изделия показало, что большая часть процессов формирования, оценки
и отработки изделий на технологичность связана с переработкой качественной
информации о конструктивных формах и способах изготовления элементов изделий
[3].
При этом результаты анализа выражаются в виде неких эвристических рекомендаций
специалистов, выработанных под воздействием их опыта, знаний, интуиции. Для
повышения эффективности системы управления технологичностью предлагается
сконцентрировать опыт специалистов, придать ему количественную форму и
использовать для целей достоверного прогнозирования и оценки технологичности
объектов проектирования, управления отработкой технологичности по
научно-обоснованным методам.
Разработана модель формирования системы показателей количественной оценки
технологичности на основе экспертной информации. Комплексный показатель
технологичности по данным экспертной классификации частных показателей
представляется в виде иерархической структуры со слабо детерминированными
уровнями. Предложенная модель выбора показателей технологичности и расчёта их
весов позволяет получить более достоверный результат при оценке комплексного
показателя технологичности на различных этапах проектирования и технологической
подготовки серийного производства изделий приборостроения за счёт обоснованного
отбора показателей, учёта особенностей конструкции и технологического уровня
предприятия-изготовителя на базе коллективного опыта экспертов.

рис. 1 Система управления технологичностью изделий на
предприятии приборостроения
Предложен метод формирования системы показателей
технологичности, состоящий из двух этапов:
- «доэкспертного»,
реализованного рабочей группой в виде схемы «сбор и анализ исходных данных об
изделии» − «сбор и анализ информации о предприятии-изготовителе» −
«выбор номенклатуры основных, дополнительных и базовых показателей
технологичности» − «формирование
классификатора применимости показателей технологичности» − «построение
иерархического дерева показателей»;
- экспертного, когда эксперты корректируют
обобщённый вариант иерархического дерева показателей, производят парное
сравнение показателей. Применяя статистические методы обработки, выявляют
усреднённую статистически достоверную оценку предпочтений показателей
технологичности, рассчитывают их веса. На основе анализа весов формируется
перечень существенных показателей технологичности для конкретного класса
приборостроительных изделий.
Обосновано применение
экспертного метода для решения задачи прогнозирования технологичности.
Предложен метод прогнозирования технологичности изделий на базе учета и
минимизации разногласий экспертов двух профессиональных групп –
конструкторов-разработчиков и технологов-изготовителей. Метод позволяет не
только прогнозировать коэффициент технологичности изделия на стадии
технического проекта, но и выявить наиболее весомые факторы, влияющие на
ухудшение технологичности с целью отработки конструкции изделия приборостроения по этим направлениям.
Разработаны ряд методов
управления технологичностью изделий приборостроения на стадиях освоения и
серийного производства. В частности, предложено при освоении изделия
использовать систему оценки преемственности технологии
предприятия-изготовителя, позволяющую установить соответствие уровня
технологичности изделия организационно-техническому и технологическому уровню
производства. Система оценки помогает получить достоверные данные о степени
интеграции усилий разработчика и изготовителя по освоению изделий
приборостроения [4].
Разработан метод прогнозирования изменений в
конструкции и технологии изготовления изделия, который базируется на двух
процедурах выработки достоверного прогноза: прогнозирования уровня ТК изделий
на базе учета и минимизации разногласий экспертов профессиональных групп;
статистическом анализе накопленной архивной информации о повышении уровня
технологичности этих изделий или аналогов при освоении и серийном производстве.
Предлагаемые
системно-информационные модели и методы реализации процессов управления
технологичностью в комплексной автоматизированной системе включают в себя
практически все этапы жизненного цикла изделий в проектно-производственной
среде и реализуют все функции сложных систем управления. Интеграция элементов
организационной структуры между собой и другими системообразующими
элементами системы управления технологичностью изделий должна осуществляться с
помощью автоматизированных информационных систем, обеспечивающих реализацию
технологии обработки данных и поддержку организационно-экономических
взаимодействий звеньев и персонала.
Комплексная система управления технологичностью
изделий приборостроения должна обеспечивать решение следующих задач:
своевременное выявление отклонений показателя технологичности проектируемых и
осваиваемых изделий, анализ причин изменения показателя технологичности;
прогнозирование уровня технологичности изделий; выработка необходимых
упреждающих воздействий на элементы производственного процесса с целью поддержания оптимального значения показателя технологичности
изделий приборостроения. При освоении выпуска новых изделий
приборостроения комплексная система управления технологичностью должна
способствовать достижению оптимального показателя ТК, исходя из требований к
технологичности изделия, исключить непроизводительные расходы, связанные с
освоением новых изделий, существенно сократить сроки достижения запланированных
показателей технологичности и качества изделий. Управление технологичностью
изделий включает такую важную системную функцию как создание и упорядочение
информационного сопровождения разработки и освоения выпуска высокотехнологичных
изделий.
3. Автоматизированная система управления технологичностью изделий
приборостроения
Согласно методологии,
реализованной в предлагаемой системе управления технологичностью изделий
приборостроения, количественная оценка остается одной из главных составляющих
комплексной системы наряду с качественной, так как позволяет анализировать
совокупности свойств новых изделий приборостроения для принятия решения по
повышению уровня ТК [5]. В целях повышения объективности оценок возникает
необходимость применения экспертных методов качественной оценки технологичности
с последующим сопоставлением их результатов с количественными
для получения достоверной комплексной оценки. В системе используется
субъективная экспертная информация, поэтому потребовалось ввести подсистему
определения компетентности экспертов, позволившую повысить достоверность и
полноту эвристической информации о ТК.
Структурная схема
автоматизированной системы управления ТК изделий приборостроения показана на рис.2. Рассмотрим составные части
программно-информационного комплекса.
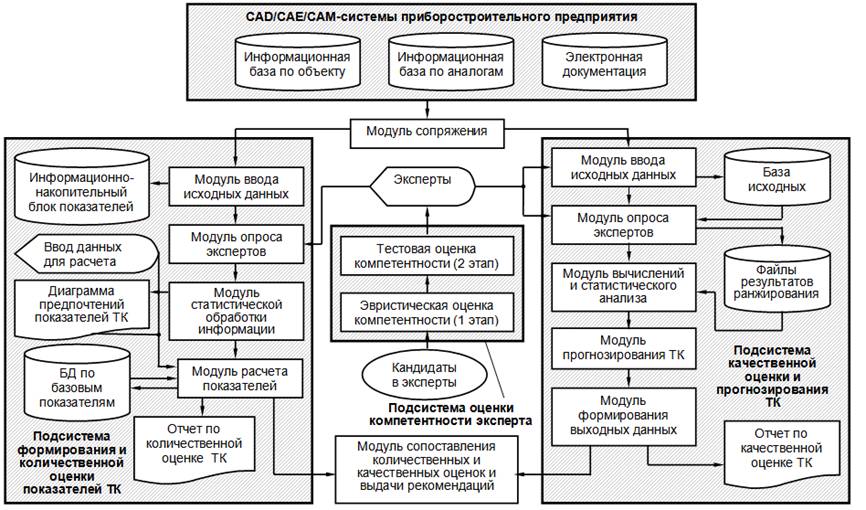
рис. 2 Структурная схема
программно-информационного комплекса
3.1. Подсистема оценки компетентности эксперта
Экспертное прогнозирование ТК характеризуется
многокритериальной системой альтернатив у специалистов, что требует более
совершенных методов отбора и оценки качества экспертов. На основе методов взаимооценки, самооценки и тестовой оценки разработана
модель, уменьшающая субъективность эвристических методов [6]. Интерфейс
рассчитан на работу пользователей-непрофессионалов проектных организаций и
предприятий отрасли и реализован в виде меню, содержащего список опций.
После
запуска подсистемы и вызова опции «Исходные данные» эксперт должен указать в
соответствующем поле свою фамилию, выбрать в режиме переключения специализацию
(конструктор или технолог). В режиме «Установка начальных значений экспертизы»
содержатся поля для ввода первичной информации об объекте, списка факторов
оцениваемого свойства объекта – технологичности и начальных параметров
статистических проверок. Члены рабочей группы или руководитель проекта могут
редактировать данные поля.
После
вызова опции «Самооценка» эксперту предлагается в диалоговом окне провести
самооценку, последовательно выбирая представленные варианты ответов на вопросы
электронной анкеты. Далее эксперту после вызова опции «Взаимооценка»
предлагается выбрать в открывшемся окне фамилии других экспертов в порядке
убывания их компетентности.
На
втором этапе осуществляется опрос эксперта в режиме парных сравнений факторов в
диалоговых окнах, где последовательно появляются наборы из двух факторов.
Эксперту необходимо установить флажок на предпочтительном факторе, затем
непосредственное ранжирование осуществляется экспертом в окне с полным списком
факторов последовательным выделением и удалением наименований факторов в
порядке уменьшения их значимости. Каждое диалоговое окно сопровождается
комментарием (справкой).
Результаты
расчёта комплексной компетентности экспертов представляются в графическом и
табличном форматах. На печать выводятся также график и таблица достоверности
оценок экспертов, их весовые коэффициенты.
Справочная
служба содержит отдельные обучающие инструкции для руководителя проекта и экспертов,
словарь терминов, а также сведения о программе и разработчике. Обучение
экспертов работе в подсистеме не занимает много времени, так как имеются
подробные наглядные инструкции работы в различных режимах.
Подсистема отбирает экспертов с высокими
коэффициентами компетентности для участия в дальнейших оценках ТК
проектируемого и осваиваемого изделия.
3.2.
Подсистема формирования и количественной оценки показателей ТК изделия
Отработка
на технологичность конструкций изделий связана, как правило, с проведением
расчётных работ по определению численных значений систем показателей и
трудоёмкой обработкой больших массивов информации, особенно для сложных изделий
приборостроения, обладающих значительным многообразием марок и сортаментов
материалов, большим количеством типоразмеров составных частей
конструкции, разнообразием других
конструкторско-технологических решений.
Перспективной оказалась комплексная автоматизация обеспечения
производственной технологичности, когда автоматизированная подсистема встроена
в интегрированные CAD/CAE/CAM-системы инженерного анализа, конструкторского и
технологического проектирования на предприятии и является составной частью
АСТПП выпускаемых изделий.
Модуль
ввода исходных данных предназначен для установки следующих начальных данных по
оцениваемому объекту (детали, сборочной единице, изделию): наименования, вида и
класса объекта, стадии разработки, уровня значимости внутригруппового согласия
экспертов, уровня доверительной вероятности Р0,
набора показателей технологичности, ориентированных на данную конструкцию,
первоначального списка экспертов. Доступ к модулю для записи, корректировки и
удаления информации имеет только руководитель проекта через набор пароля в
диалоговом окне. Модуль снабжен средствами, обеспечивающими создание и ведение
информационно-накопительного блока исходных данных, многократно используемых в
процессе обработки экспертной информации другими модулями подсистемы.
Модуль
опроса экспертов осуществляет диалоговую процедуру опроса в режиме парного
сравнения количественных показателей технологичности изделия по
критерию информативности показателя. В конце процедуры данные
сохраняются модулем в отдельных рабочих файлах базы данных.
Модуль
статистической обработки информации осуществляет обработку полученной от экспертов информации,
которая заключается в вычислении суммарного числа предпочтений каждого
показателя по каждому эксперту, определение среднего числа предпочтений. Для
отсечения недостоверных данных определяется коэффициент ранговой корреляции Спирмэна, вычисляется критерий Диксона, оценка
согласованности мнений экспертов, значимость коэффициента конкордации
по критерию Пирсона. Модуль строит результирующее ранжирование и гистограмму
предпочтительности показателей, которые вместе с весовыми коэффициентами
существенных показателей служат исходной информацией для модуля расчёта
показателей. Данные экспертов со значимыми оценками записываются модулем в
стандартном формате в разделы библиотеки-архива. Определяются обобщённые
ранжирования по группам экспертов, проверяется значимость согласия экспертов.
Модуль расчёта частных показателей ТК предназначен для ввода численных значений исходных
составляющих формул расчёта тех показателей технологичности, которые были
выбраны экспертами на предыдущем этапе их ранжирования. Модуль производит
расчёт показателей и передачу результатных данных вместе с их весовыми
коэффициентами на следующий модуль.
Модуль
расчета комплексного показателя технологичности позволяет выводить на монитор
или распечатать на принтере таблицы со значениями частных показателей
технологичности, их весовых коэффициентов, а также значения комплексного
показателя технологичности. При этом подсистема сопоставляет полученное
значение с нормативным значением технологичности конструкции из баз данных
значений нормативных показателей с выводом о соответствии и рекомендациями по
отработке конструкции. Файлы с выходными данными хранятся в архиве подсистемы.
Модуль
сопряжения позволяет обеспечить выход экспертов и руководителя проекта в
информационное пространство предприятия с целью просмотра и анализа электронных
макетов, электронных и геометрических моделей, оцениваемых на технологичность
деталей, сборочных единиц, изделий, учёта типовых решений и практического опыта
по проектированию объектов-аналогов.
3.3.
Подсистема качественной оценки и прогнозирования технологичности
Подсистема
позволяет провести коллективную экспертизу проекта на ТК с использованием
метода экспертных оценок и статистической обработки мнений групп
экспертов-технологов и экспертов-конструкторов. При этом объектом экспертизы на
стадиях эскизного и технического проектов является КД на изделие, а в качестве
информативных признаков ТК выделяются качественные факторы, характеризующие
конструктивные особенности изделия и организационно-технический уровень
производства. Уровень разногласий между группами в оценках влияния этих
факторов на ухудшение комплексной технологичности позволяет выявить «узкие
места» в изделии, которые снижают его технологичность и нуждаются в отработке.
Модуль
ввода и формирования исходных данных предназначен для установки следующих
начальных данных по оцениваемому объекту (детали, сборочной единице, изделию):
наименования, уровня значимости внутригруппового согласия экспертов, уровня
доверительной вероятности P0 для прогноза технологичности, набора
качественных факторов, ориентированных на данную конструкцию. Доступ к модулю
для записи, корректировки и удаления информации имеет только руководитель
проекта через набор пароля в диалоговом окне. Модуль снабжён средствами,
обеспечивающими создание и ведение информационной базы исходных данных,
многократно используемых в процессе обработки экспертных данных другими
модулями системы.
Модуль
опроса осуществляет диалоговую процедуру опроса учётных данных эксперта (фамилия,
инициалы, принадлежность к группе «изготовитель» или «разработчик» изделия),
допущенного к экспертизе изделия на технологичность после прохождения им отбора
и присвоения весового коэффициента в автоматизированной подсистеме оценки
компетентности. Модуль осуществляет далее последовательный опрос эксперта
сначала в режиме парного сравнения качественных факторов технологичности
конкретной конструкции, а затем их непосредственного ранжирования по степени
ухудшения технологичности этой конструкции. В конце процедуры данные
сохраняются модулем в отдельных рабочих файлах базы данных. Модуль вычислений и
статистического анализа осуществляет предварительную обработку данных, которая
заключается в вычислении значимости оценок экспертов и сравнении их с заданным
граничным уровнем. Данные экспертов со значимыми оценками записываются модулем
в стандартном формате в два раздела библиотеки-архива отдельно по
экспертам-разработчикам и экспертам-изготовителям. Определяются обобщённые
ранжирования по группам экспертов в виде медианы Кемени, проверяется значимость
согласия экспертов.
Модуль
прогнозирования технологичности предназначен для определения ранговой
корреляции Кэндала, характеризующей степень отработанности изделия на технологичность. Модуль
осуществляет также расчёт уровня пофакторных
разногласий между экспертами двух групп с выделением факторов с максимальным
уровнем.
Модуль формирования выходных данных позволяет
выводить на монитор или распечатать на принтере таблицы по группам
изготовителей и разработчиков в отдельности, содержащие фамилии экспертов,
оценки их компетентности и значения уровней достоверности этих оценок, значения
коэффициентов конкордации и величины достоверностей
их оценок, обобщённые по каждой профессиональной группе, ранжирования качественных
факторов технологичности и достоверность их оценок. Модуль выдает также массив
межгрупповых разногласий экспертов по отдельным качественным факторам
технологичности, графики обобщенных ранжирований и пофакторных разногласий экспертов, значение эвристического
прогноза технологичности в виде коэффициента корреляции с рекомендациями по
направлениям отработки конструкции. Файлы с исходными данными хранятся в архиве
подсистемы.
Модуль
сопряжения, так же как и в других разработанных подсистемах, позволяет обеспечить
связь экспертов и руководителя проекта с корпоративными информационными
ресурсами предприятия, включающими электронные макеты и модели, единый фонд
конструкторско-технологических решений, классификаторы применимости показателей
технологичности и другую информацию. Процессы прогнозирования технологичности
конструкций изделий, реализуемые группами экспертов, оказываются гармонично
встроенными в комплекс задач, решаемых с помощью CAD/CAM/CAE систем на
протяжении всего жизненного цикла изделий.
Результаты использования
Программное обеспечение и графический интерфейс
автоматизированной системы управления технологичностью изделий приборостроения
разработаны с помощью технологии объектно-ориентированного программирования на
языке Delphi, учитывают опыт программистов и основные
требования, предъявляемые к подобным системам. Разработанная информационная
подсистема обладает дружественным интерфейсом, благодаря которому пользователь
имеет возможность, полагаясь на собственную интуицию, осуществлять навигацию в системе
и визуальное общение с ней. Запуск системы осуществляется в операционной среде Windows. Интерфейс реализован в виде главного меню,
содержащего набор кнопок, каждая из которых имеет выпадающий список опций.
Разработанная автоматизированная система управления
ТК построена на принципах CALS-технологий, имеет стандартные программные средства, легко
встраивается в АСТПП предприятий.
Предлагаемая система
управления технологичностью была внедрена на ОАО Концерне «КЭМЗ» и позволила эффективно
решить подготовке и освоении серийного производства приборостроительных изделий
специального назначения следующие производственные
проблемы: планирование программ обеспечения ТК и доведение их до заданного
уровня; учёт достигнутого уровня технологичности с помощью системы показателей,
установленных для данной отрасли; контроль технологичности
конструкции путём количественной и качественной оценок изделия и
технологического контроля КД; регулирование хода выполнения мероприятий по
обеспечению ТК изделия, недопущение постановки на производство нетехнологичных
конструкций; сокращение цикла работ по технологической подготовке производства
новых изделий на 20% и сокращение количества изменений в конструкции и
технологии новых изделий на 12% по сравнению с аналогами.
Литература
1. Норенков И.П. Автоматизированные
информационные системы. - М.: МГТУ, 2011.
2. Бакаев В.В.
Информационное обеспечение, поддержка и сопровождение жизненного цикла изделия.
- М: Машиностроение-1, 2005.
3. Ирзаев Г.Х. Экспертные методы управления
технологичностью промышленных изделий: монография. - М.: Инфра-Инженерия,
2010.
4. Ирзаев Г.Х. Система оценки
согласованности конструкций радиоэлектронных средств с технологией
предприятия-изготовителя на этапе освоения // Вестник Самарского государственного
аэрокосмического университета им. акад. С.П. Королёва (национального
исследовательского университета). 2010. № 1. С. 257-261.
5. Ирзаев Г.Х. Разработка
функциональной и организационной структур комплексной системы управления
технологичностью промышленных изделий // Автоматизация процессов управления.
2011. №4 (26). С. 66-75.
6. Ирзаев Г.Х. Система отбора
компетентных экспертов для решения проектно-производственных задач //
Автоматизация и современные технологии. 2008. № 1. С. 40-46.