Построение системы
автоматизированного программирования
установки послойного синтеза
из порошковых материалов[1]
Г.М. Мартинов,
д.т.н., проф., martinov@ncsystems.ru,
А.И. Обухов,
к.т.н, м.н.с., obukhov@ncsystems.ru,
С.В. Соколов,
к.т.н., м.н.с., sokolov@ncsystems.ru,
МГТУ СТАНКИН, г. Москва
В статье рассматриваются вопросы построения системы
автоматизированного программирования в составе программного комплекса
управления установкой послойного синтеза из порошковых материалов. Раскрыты ключевые алгоритмы функционирования и аспекты программной реализации.
The
article describes the issues of building computer aided programming system as a
part of software package for selective laser sintering machine control system.
The key operation algorithms and aspects of software implementation are also
discovered.
Решение масштабной стратегической
социально-экономической проблемы – технологического перевооружения и
обеспечения технологической безопасности российского машиностроения, прежде
всего, его высокотехнологических стратегически важных отраслей требуют новых
подходов в организации производства [1]. Технологии быстрого прототипирования (Rapid Prototyping – RP) стали неотъемлемой частью процесса
современного материального производства, будь то серийная продукция или
единичные изделия. Современный конструктор не мыслит себе создание новой продукции
вне цепочки CAD/CAM/CAE, внутри которой важнейшее место занимает RP-технология.
Причина здесь одна: сокращение сроков создания нового продукта в несколько раз,
часто – в десятки раз [2]. Установки послойного синтеза из порошковых
материалов – многочисленный класс устройств, относящихся к области
RP-технологий, которые могут использоваться не только для создания прототипов
изделия на этапе проектирования, но и для производства готовой продукции при
использовании металлических порошков.
Все системы быстрого прототипирования
работают по схожему принципу построения физической модели, который заключается
в следующем:
- средствами CAD создается
трёхмерная модель детали;
- готовая модель записывается
в STL-файл (все современные CAD-системы твердотельного моделирования могут
экспортировать файлы в таком формате);
- STL-файл передается в
установку быстрого прототипирования;
- трехмерная модель
разбивается на горизонтальные сечения (слои) с помощью специальной программы,
поставляемой с оборудованием;
- производится
последовательное построение сечений детали слой за слоем снизу вверх, до тех
пор, пока не будет получен физический прототип модели. Каждый последующий слой
создается поверх предыдущего, и так до полного построения модели.
Внутренняя структура системы управления установкой
послойного синтеза из порошковых материалов схематически представлена на рис.
1. Система имеет компонентную структуру [3, 4], модули обособлены друг от друга
и взаимодействуют посредством интерфейсов интеграции. Геометрическая задача
перемещения луча лазера, спекающего слои порошкового материала, не является
сложной, поскольку движение происходит по прямолинейным отрезкам траектории с
постоянной скоростью, поэтому может решаться посредством специализированной
платы управления дефлектором и лазером. Это, по сути, избавляет нас от
необходимости обеспечивать жесткое реальное время внутри системы управления.
Основные элементы программного обеспечения системы:
1.
STL-препроцессор – модуль, служащий для преобразования STL-объекта в
набор векторов перемещения, составляющих траекторию обработки.
2.
Интерпретатор – реализует чтение управляющей программы, рассылку рабочих
заданий исполнительным устройствам и их синхронизацию.
3.
Интерфейс оператора – служит для отображения информации об
обрабатываемом объекте, ходе обработки, диагностической информации. Предоставляет
оператору все возможности по управлению системой.
4.
Модуль генерации управляющих программ – служит для создания управляющих
программ в коде ISO-7bit на основе данных, полученных от STL препроцессора, набора
машинных параметров, а также параметров, заданных пользователем.
STL-препроцессор и интерфейс оператора,
представляющие собой основу подсистемы подготовки управляющих программ, могут
быть реализованы в качестве отдельного приложения на внешнем компьютере. Однако, предпочтительный вариант предполагает объединение всех
программных компонентов в одну программу, работающую на промышленном ПК системы
управления.
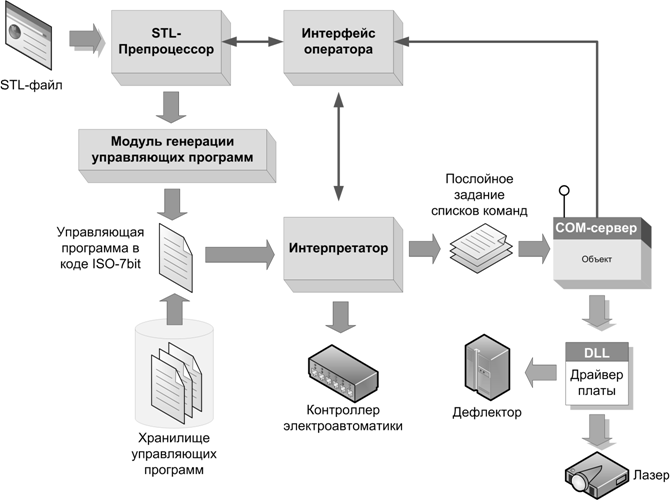
рис. 1. Структурная схема
системы управления установкой послойного синтеза
Система функционирует следующим образом:
1. STL-файл загружается в
препроцессор по команде пользователя. Информация о файле и объектах обработки
отображается в интерфейсе оператора.
2. Оператор выбирает нужные
параметры обработки (разбиение по слоям, скорость, мощность лазера и т.п.) и
дает команду на генерацию управляющей программы.
3. По команде запуска
обработки программа загружается в интерпретатор [5].
4. Интерпретатор
последовательно читает команды программы и передает их в контроллер электроавтоматики или в интерфейсную карту лазера/дефлектора.
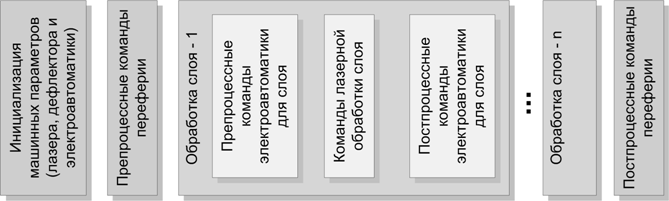
рис. 2. Последовательность
создания изделия на установке послойного синтеза
Последовательность создания изделия с точки зрения
задания в управляющей программе:
1. Задание контроллеру электроавтоматики команд на выполнение предварительных
операций (разравнивание слоя порошка и т.п.)
2. Посылка последовательности
команд перемещения и управления лазером для текущего слоя в интерфейсную карту
дефлектора.
3. Запуск обработки слоя.
Процесс продолжается до отработки всех загруженных в карту команд или до
принудительной остановки обработки оператором.
4. Если слой не последний,
пункты 1 и 2 повторяются, в противном случае выдается задание контроллеру электроавтоматики на выполнение заключительных операций.
Система подготовки управляющих программ в лице
STL-препроцессора является наиболее значимой частью всего программного
комплекса управления установкой послойного синтеза, так как от корректности его
алгоритмов и гибкости настроек напрямую зависит качество получаемых изделий.
Можно выделить следующие основные функции
препроцессора STL-файлов:
1. Открытие файла в формате
STL и проверка модели. Модель нужно проверять на отсутствие разрывов в
поверхности, дублирующие и одиноко стоящие полигоны. Так же на этом этапе
полезно, задав критерий схожести, определить общие вершины у полигонов с целью
нахождения соседних друг другу полигонов и уменьшения числа хранимых граней и
вершин.
2. Задание параметров
разбиения модели. Такими параметрами являются: расстояние между слоями, тип и
расстояние между линиями штриховки, количество и расстояние между
эквидистантами обхода внешних контуров сечения и другие.
3. Функциональность разбиения
модели на сечения. В нее входит:
- рассечение модели
плоскостью;
- определение граничных
контуров и построение их эквидистант;
- построение траекторий
штриховки внутренних областей сечения;
- автоматическое определение
особых зон сечения. Такими особыми зонами могут быть, например, тонкие стенки в
сечении, а также любые другие области, которые необходимо обрабатывать с
применением технологических параметров, отличных от параметров обработки
остальных частей детали.
Обобщенная схема функционирования модуля
STL-препроцессора представлена на рис. 3.
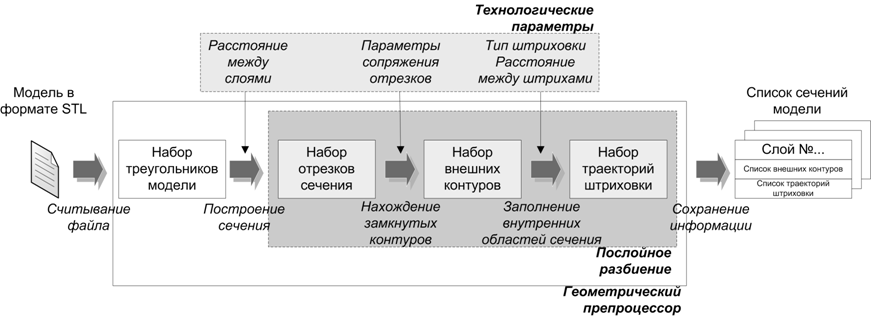
рис. 3. Последовательность
создания изделия на установке послойного синтеза
Препроцессор считывает набор треугольников модели из
файла формата STL. После чего строится набор сечений модели параллельными плоскостями.
В каждом сечении определяется набор внешних контуров. К каждому внешнему
контуру строится несколько эквидистант со стороны внутреннего объёма детали,
чтобы сделать внешнюю стенку детали более прочной. Затем во внутренних областях
сечения строятся контуры штриховки, создающие во время обработки плотную
структуру запеченного порошка внутри детали. Выходные данные в виде набора
слоев сечения модели передаются генератору управляющих программ.

рис. 4. Экспериментальный
прототип установки послойного синтеза изделий из металлических и керамических порошков
Литература
1.
Григорьев С.Н. Программа развития национального исследовательского
технологического университета // Вестник МГТУ "Станкин".
- Москва, 2009. №4 (8). - с.5-9.
2.
Зленко М.А. Технологии быстрого прототипирования – послойный синтез физической копии на
основе 3D-CAD-модели // CAD/CAM/CAE Observer. - Рига,
2003. №2 (11). - с.2-9.
3.
Мартинов Г.М., Сосонкин В.Л. Концепция числового
программного управления мехатронными системами:
технология компонентной организации программного обеспечения // Автотракторное
электрооборудование. - Москва, 2002. №5-6. - с.37-44.
4.
Мартинов Г.М., Козак
Н.В., Нежметдинов Р.А., Пушков Р.Л. Принцип построения
распределенной системы ЧПУ с открытой модульной архитектурой // Вестник МГТУ
"Станкин". - 2010. №4(12).
5.
Мартинов Г.М., Обухов А. И., Пушков Р.Л. Принцип построения
универсального интерпретатора языка программирования высокого уровня для
систем ЧПУ // Мехатроника, автоматизация, управление.
- 2010. №6.