Повышение качества проектных решений формообразующих узлов
станка на основе
учёта их динамической совместимости
Б.М. Бржозовский,
зав. кафедрой КиМО, д.т.н., проф., bmbsar85@mail.ru,
И.Н. Янкин,
проф. кафедры КиМО, д.т.н., yankin10@rambler.ru,
СГТУ, Саратов,
Д.А. Хайров,
научн. сотр., kimo@sstu.ru
НПП «КОНТАКТ», г. Саратов
В докладе рассматривается компьютерная
модель, предназначенная для проверки качества проектных решений формообразующих
узлов технологического оборудования по динамическому критерию. В модели
реализовано динамическое взаимодействие формообразующих узлов станка через
процесс резания, что позволяет повысить качество их проектных решений путем
синтеза оптимальных динамических свойств по критерию динамической совместимости
In the report the computer model intended for quality check of design
decisions of form-building units of the process equipment by dynamic criterion
is considered{examined}. In model dynamic interaction of form-building units of
the machine tool through process of cutting that allows to raise{increase}
quality of their design decisions by synthesis of optimum dynamic properties by
criterion of dynamic compatibility is realized
Жизненный цикл изделия (ЖЦИ) начинается с
этапа его проектирования, на котором на основе учета последних достижений в
области НИР и ОКР формируются его будущие эксплуатационные свойства. Указанный
этап ЖЦИ имеет высокую значимость, поскольку допущенные на нем конструкторские
ошибки могут повлечь за собой значительные издержки на этапе опытного
производства. Значимость указанного этапа возрастает, если объектом
производства является сложная техническая система, к которой можно отнести
современное технологическое оборудование.
Целевым назначением металлорежущего
технологического оборудования является реализация стабильного процесса резания
с получением заданных качественных свойств обработанных поверхностей.
Достижение заданных параметров процесса резания во многом определяется
качеством конструкторских решений основных узлов станка, создающих формообразующие
движения. Для станков повышенной точности важное значение приобретает
динамическая совместимость формообразующих узлов. Указанную характеристику
нельзя сформировать, проектируя формообразующие узлы раздельно. Для этого необходимо
учитывать специфику работы узлов в условиях их взаимодействия через процесс
резания во всем диапазоне заданных режимов обработки. В решении данной задачи
целесообразно использовать современные компьютерные методы моделирования
объектов и процессов, позволяющие синтезировать требуемые статические и
динамические характеристики формообразующих узлов.
В докладе рассматривается компьютерная модель
процесса шлифования, предназначенная для поиска оптимальных характеристик
основных узлов проектируемого станка, исходя из требования их динамической
совместимости при обработке деталей.
Процесс шлифования в компьютерной модели
шлифования рассматривается как массовое микрорезание обрабатываемого материала
абразивными зернами, сосредоточенными в поверхностном слое круга. Формообразование
шлифуемой поверхности осуществляется в результате высокоскоростного взаимодействия
потока активных абразивных зерен с материалом обрабатываемой детали и
реализуется под влиянием множества факторов, имеющих как технологический
характер, так и связанных с динамическими свойствами технологического
оборудования.
Чрезмерно высокая плотность потока режущих
элементов, измеряемая тысячами актов царапания в секунду, случайный характер
геометрии абразивных зерен и их хаотическое расположение на инструменте являлись
в течение продолжительного времени определяющей мотивацией в подходе к описанию
процесса шлифования на основе лишь теоретико-вероятностных моделей. Вместе с
тем, возросшие мощности современных вычислительных средств представляют
возможность перехода от традиционных теоретико-вероятностных моделей описания
процессов в станках к их компьютерному моделированию. В этой связи на кафедре
«Конструирование и компьютерное моделирование технологического оборудования в
Машино- и приборостроении» СГТУ создана компьютерная модель шлифования,
учитывающая динамическое взаимодействие через процесс резания формообразующих
подсистем. В качестве разновидности абразивной обработки выбрано внутреннее
шлифование, как наиболее проблемный его вид, в котором в наибольшей степени
взаимосвязаны технологические факторы с протекающими в зоне резания
динамическими явлениями. С целью достижения максимальной адекватности модели
реальным условиям обработки предпринята попытка смоделировать технологическую
среду шлифования на основе учета максимально возможных факторов резания. К их
числу относятся:
· характеристики
абразивного материала, геометрические характеристики круга и материала детали;
· наследственные
геометрические погрешности поверхностного слоя детали от предшествующих операций;
· режущие свойства
абразивного круга, формируемого процессом его правки и их изменение в процессе
шлифования;
· упругие деформации и
динамические явления в подсистемах круга и детали, определяемые статическими и
динамическими характеристиками формообразующих узлов станка;
· современные
представления о процессе стружкообразования при абразивной обработке.
Структура компьютерной
модели процесса шлифования
приведена на рис.
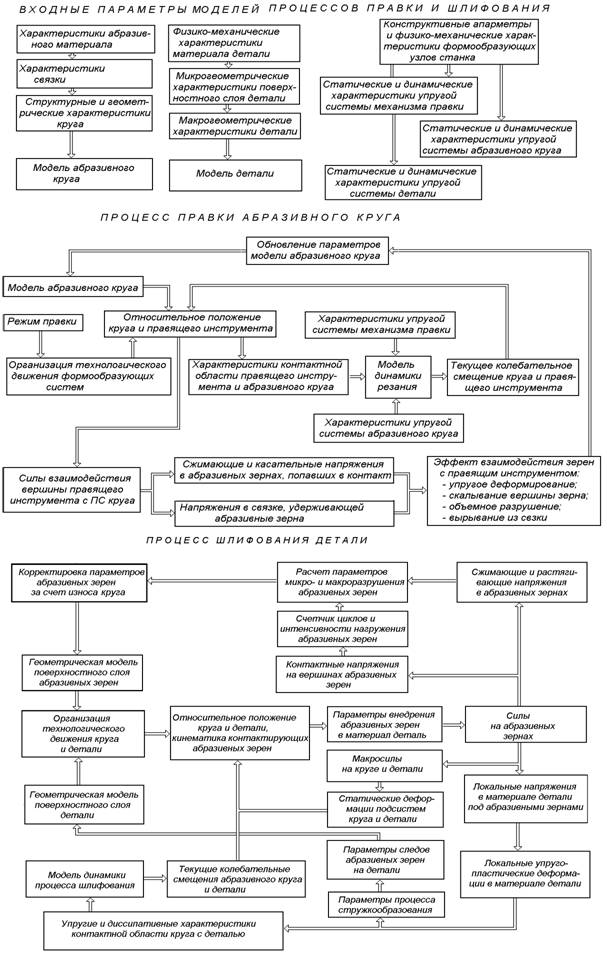
рис. Структурная схема компьютерной модели
Она включает
следующие основные составляющие:
• геометрическую модель шлифовального круга;
• модель процесса правки круга;
• геометрическую модель исходной поверхности
детали;
• модель технологического движения
инструмента и детали;
• модель динамики взаимодействия инструмента
с деталью;
• модель силового взаимодействия абразивных
зерен с обрабатываемым материалом;
• модель стружкообразования;
• модель тренда режущих свойств абразивного
круга в процессе шлифования.
Модель абразивного
круга сформирована на основе учета особенностей технологии его изготовления.
Основными характеристиками абразивного круга, учитываемыми при построении его
геометрической модели, являются форма зерна, острота вершинной части,
зернистость и структура. Форма абразивных зерен принята в виде эллипсоида вращения,
что позволяет смоделировать широкий диапазон их разновидностей - от шаровидной
до игольчатой. Для описания положения зерен используется условная базовая кубическая
каркасная решетка, размеры которой определяются размерной характеристикой зерна
основной фракции и структурной характеристикой круга.
К узлам
кубической решетки привязаны вершинные части абразивных зерен координатами,
сформированными случайным образом. Геометрические характеристики абразивных
зерен подчиняются нормальному закону распределения с полем рассеяния в
соответствии с паспортными данными на абразивный материал. Сформированный
поверхностный рельеф абразивного круга, внедряемый в заготовку, моделируется
системой вершин-полусфер, поверхность которых описывается уравнениями:
 (1)
(1)
где xo,yo,zo
– координаты центра вершины абразивного зерна; i,j – идентификаторы узла
решетки; x,y,z – координаты, описывающие поверхности вершинных частей
абразивных зерен; Rкн – радиус внешнего слоя; Sр – размерная
характеристика кубической решетки.
Модель
правки круга реализована в виде его обтачивания правящим карандашом с учетом
динамики процесса и учитывает как режим правки, так и динамические характеристики
подсистем абразивного круга и правящего инструмента. Формообразование
инструмента рассматривается как массовый процесс хрупкого ударного разрушения
поверхностного слоя абразивного круга при его высокоскоростном контакте с
вершиной правящего инструмента. Формирование новых режущих элементов круга при
его правке реализуется в результате сколов вершин
абразивных зерен или их объемного разрушения в процессе взаимодействия с
правящим инструментом с учетом прочностных характеристик зерен и связки круга и
параметров ударного контакта.
Геометрическая модель исходной обрабатываемой поверхности задается
двумерным массивом ординат ее точек с учетом:
o
разброса исходных размеров заготовок;
o
наследственных геометрических погрешностей и закономерностей
исходного рельефа детали, созданных на предшествующих операциях;
o
погрешностей базирования заготовки и ее деформацией в зажимном
устройстве.
Модель
технологического движения обеспечивает относительное перемещение поверхностного
слоя абразивного круга в поверхностном слое
материала обрабатываемой детали по схеме внутреннего шлифования врезанием или с
продольной подачей в соответствии с заданным режимом обработки, что позволяет
иметь информацию о текущих мгновенных скоростях и параметрах внедрения
отдельного абразивного зерна в материал детали для расчета процесса
стружкообразования.
Модель
динамики процесса шлифования основана на описании колебательных движений
инструмента и детали по четырем координатным направлениям. Автоколебательный
механизм реализован в виде координатно-скоростной связи между движениями
инструмента и детали с учетом нелинейных
характеристик процесса резания. В условиях консольной схемы внутреннего
шлифования с пониженной жесткостью оправки с кругом определяющими
характеристиками жесткости и диссипации динамической системы на частоте
основной формы колебаний становятся характеристики контактной области
круга с деталью, которые формируются на основе
протекающего в ней процесса упруго-пластического деформирования обрабатываемого
материала. Указанные характеристики контактной области круга с деталью формируются
под действием многочисленных локальных актов взаимодействия режущих элементов
абразивных зерен с обрабатываемым материалом и зависят от числа одновременно
контактирующих режущих элементов, их геометрии и глубины внедрения в
обрабатываемый материал.
Динамические
характеристики контактной области круга с деталью определяются совокупным соотношением
во времени процессов, протекающих при внедрении абразивных зерен в деталь в
пределах дуги контакта: скольжение, упругая деформация, пластическая деформация
и вытеснение материала. Упругие и диссипативные характеристики контактной
области, используемые в мгновенной модели шлифования, формируются в зависимости
от соотношения энергетических затрат на указанные процессы.
Высокая
степень детализации протекающих процессов, реализованная в модели шлифования,
позволяет с высокой степенью точности определять мгновенные значения жесткости,
диссипации и возмущающего эффекта резания. При этом указанные параметры непрерывно
меняются во времени вместе с изменением характеристик внедрения в деталь новых
зерен и выхода из контакта отработавших зерен. Кроме того, они находятся под
влиянием режущих свойств абразивного круга, которые изменяются по мере износа
круга. В этой связи для описания динамики процесса шлифования использована
система нелинейных уравнений с переменными параметрами:
 (2)
(2)
где x1..x4– обобщенные координаты системы; m1..m4 – колебательные массы инструмента и
детали; cэ1(t).. cэ2(t) и pэ1(t).. pэ2(t) – соответственно диссипативные коэффициенты и жесткости
системы шлифования по обобщенным координатам, которые в силу описанных выше
причин являются функциями времени; cэ(t), pэ(t) – коэффициенты возмущающих сил процесса резания.
Уравнения,
описывающие переходные процессы в динамической системе, получены путем
применения к системе (2) асимптотических методов разделения движений для нелинейных
систем. Они легли в основу расчета текущих смещений и скоростей колебательных
движений круга и детали имеют следующий вид:
![]() ;
; ![]() . (3)
. (3)
В
зависимости от динамических условий обработки моделируются колебания от
широкополосного спектра, соответствующего стабильному резанию и устойчивому состоянию
динамической системы, до образования детерминированных составляющих,
соответствующих потери системой устойчивости. В свою очередь динамические
условия обработки формируются совместным действием динамических характеристик
формообразующих узлов станка и процесса резания и существенно зависят от их
динамического взаимодействия через процесс резания, что оказывает существенное
влияние на качество обработки.
Описанная
выше компьютерная модель позволяет путем машинного эксперимента решать широкий
круг задач – от технологических, например, поиск оптимальных циклов обработки
по критерию качества формообразования поверхностей, до конструкторских,
например, проверка или создание новых технических решений динамически
совместимых формообразующих узлов станка по критерию обеспечения высокого
динамического качества технологического оборудования. Последняя задача наиболее
актуальна для станков высокой и особо высокой точности, так как на фоне
снижения доли погрешности обработки статического характера за счет доводки
станка по геометрической точности, начинают доминировать погрешности
динамического характера, связанные с возмущающим эффектом процесса резания и
динамическим качеством технологического оборудования.
Оценка
динамической совместимости формообразующих подсистем делается на основе
исследования динамического взаимодействия подсистем правящего инструмента и
абразивного круга в процессе правки и динамического взаимодействия подсистем
абразивного круга и обрабатываемой детали при шлифовании по критерию отсутствия
детерминированной вибрации в широком диапазоне режимов резания.
Качество
проектных решений формообразующих узлов технологического оборудования
достигается путем:
·
проверки
конструкторских решений по критериям их динамической совместимости при резании
материалов и получения заданных параметров качества обработки;
·
синтеза оптимальных динамических свойств технологического
оборудования на основе коррекции параметров формообразующих подсистем детали,
абразивного и правящего инструментов как связанных процессом резания подсистем.
Следует
отметить еще одну возможность использования компьютерной модели процесса
обработки. В частности, при существующих динамических характеристиках формообразующих
узлов станка представляется возможным воздействовать на динамику резания путем
поиска его оптимального режима. Это вытекает из того, что изменение режима
резания влечет за собой изменение условий протекания процесса
упруго-пластического деформирования обрабатываемого материала, характеристики
которого, в свою очередь, влияют на упругие и диссипативные свойства
динамической системы резания.