Построение системы управления гидравлическим
штамповочным молотом на базе ПЛК “Fatek”
Н.В. Козак,
доц.,
к.т.н., e-mail: kozak@ncsystems.ru,
А.В. Афанасьев,
магистрант, бакалавр e-mail: afestos@gmail.com,
Н.А. Маковецкий,
студ.бакалавр, nicholasmakovetsky@gmail.com
МГТУ «СТАНКИН», г. Москва
Предлагается проект по
разработке системы управления гидравлическим штамповочным молотом с применением
программируемого логического контроллера Fatek. Дается обоснование выбора
конкретной модели ПЛК. В соответствии с требованиями разработана принципиальная
электрическая и логическая схемы управления. Рассматриваются перспективы развития проекта.
The project to develop the control system for liquid-operated stamping
hammer with using programmable logic controller Fatek is proposed. The justification
of choice the specific model of the PLC is given. With according to the defined
requirements there were developed basic electric and control logic schemes.
Введение
При
работе с современным технологическим оборудованием зачастую используются
системы управления на основе программируемых логических контроллеров (ПЛК). К
одним из таких примеров относится разработка системы управления гидравлическим
штамповочным молотом (ГШМ), который конструируется взамен паровоздушных штамповочных
молотов. При реализации системы управления ГШМ выделяют два этапа: проектирование
электрической схемы системы управления и программная реализация логической
задачи управления электроавтоматикой.
Цель
работы – разработка распределённой системы управления гидравлическим
штамповочным молотом с массой падающих частей
Задачи:
·
разработать электрическую схему управления станком;
·
разработать логическую структуру системы управления.
1. Выбор ПЛК
Для
программного управления ГШМ был использован ПЛК Fatek FBE-28MC.
Контроллеры данной фирмы предназначены для управления технологическими процессами,
а также хорошо подходят для построения систем сбора информации и многоуровневых
систем управления, в том числе с удаленным доступом. Благодаря технологии
System On Chip (SoC) они дешевле и эффективнее своих аналогов. Контроллеры
фирмы Fatek являются качественной и более бюджетной альтернативой контроллерам
Siemens, Omron, Mitsubishi,и т.д.
Таблица
1
Сравнение характеристик ПЛК
|
Производитель |
Характеристики |
Цена |
|
Fatek FBE-28MC |
16 DC24V
входов (поддержка 4 HHSC, 20 кГц; 4 SHSC,
до 8 кГц), 12 выходов (импульсных выходов ×2, до 20 кГц), Порт связи
× 3 (HCMOS, RS-232, RS-485) |
281,30 USD |
|
Omron SYSMAC CPM1-30СDR-A |
18 входов (до 5 кГц), 12 выходов (импульсный выход до 2 кГц), Связь – послед. интерфейс, DeviceNet, PROFIBUS-DP, CompoBus/S |
346.20 € |
|
Mitsubishi MELSEC FX1S- 30MR-DS |
16 входов, 14 выходов (тип – реле). Счетные входы
до 60 кГц. 2 импульсных выхода до 100 кГц. Для обмена с компьютером сеть
RS-485 CompuLink. Дополнительный порт RS232 или RS422 / RS485. |
337€ |
|
SIEMENS SIMATIC S7-200 |
Количество входов - 14 дискретных (14 DI = 24 В).
Количество выходов - 10 дискретных с реле (10 DO до 2 А). Скоростной счёт
6х30 кГц. Импульсные выходы 2х20 кГц. Количество встроенных портов 1хRS485. |
429.50 € |
В
пользу выбора ПЛК фирмы Fatek следует отнести наличие одной из самых распространенных
версий OPC-сервера DataAccess 1.01a + 2.05 и использование стандартных протоколов
передачи данных для соединения с ПЛК (RS 232, RS485, TCP/IP Ethernet). Достоинством
технологии OPC, являющейся мощным и универсальным средством,
является упрощенная модернизация приложений, которая является следствием COM-технологии.
Технология ОРС позволяет применять сетевую поддержку, интеграцию и другие предоставляемы
операционной системой сервисы. Также присутствует спецификация протокола
взаимодействия ПЛК с ПК [1, 2].
2. Реализация принципиальной электрической схемы
В
разработанной электрической схеме (рис. 1) основным элементом управления
является ПЛК Fatek. Его использование даёт ряд преимуществ:
·
связывание всех элементов системы управления в один узел;
·
возможность оптимально управлять небольшим числом элементов системы управления;
·
возможность изменять программу управления без изменения аппаратной
реализации системы.
Движение
бабы ГШМ осуществляется за счёт гидравлической системы, включающей в себя
множество клапанов. Основными являются клапан «удара» и клапан «слива», которые
управляются сигналами от ПЛК и имеют два состояния («открыт», «закрыт»). Если
от ПЛК поступает сигнал, то соответствующий клапан открывается, в противном
случае, он находится в закрытом состоянии. Поскольку требуется управлять не
динамическими процессами, а рядом статических состояний, переключающимися во
времени, использование ПЛК является оправданным и очень удобным.
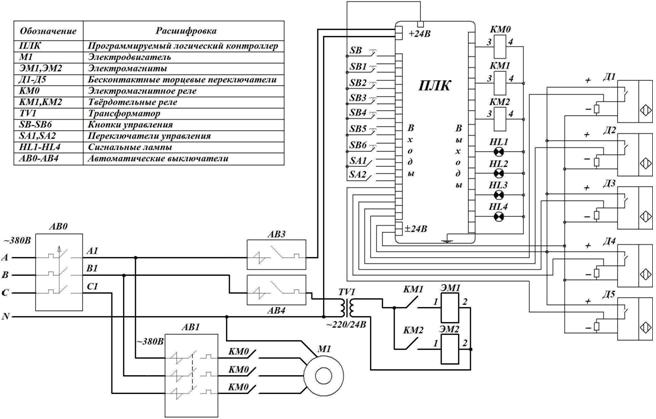
рис.
1 Электрическая схема ГШМ
В
качестве источника питания всей системы используется трёхфазная промышленная
сеть. К входам ПЛК осуществляется подключение следующих элементов: бесконтактных
торцевых переключателей, отслеживающих положение бабы ГШМ, управляющих кнопок,
переключателей. К выходам ПЛК подключаются: реле замыкания цепи электродвигателя,
реле управления электромагнитами клапанов «удара» и «слива», питающимися от общей
сети через трансформатор, световые индикаторы для диагностирования состояния
системы управления [3].
Защита
системы управления осуществляется автоматическими выключателями, которые
обеспечивают безопасную работу ПЛК, электромагнитов, электродвигателя и всей системы
в целом.
3. Логическая схема управления
Логическую
структуру системы управления (Рис. 2) можно представить в виде одного или
нескольких информационных потоков, протекающих в системе. Для управления ГШМ
использованы следующие потоки информации:
·
Информация о программе обработки.
·
Информация о положении бабы ГШМ (обратная связь).
Программа
обработки задаётся в ПЛК в виде последовательности кадров [4], а обратная связь
по положению осуществляется за счёт установки вдоль хода бабы ГШМ бесконтактных
торцевых переключателей.
Как
уже было сказано ранее, движение бабы ГШМ осуществляется за счёт работы
клапанов. Клапаном «слива» управляет электромагнит ЭМ1. В случае, если сигнал
от ПЛК поступает на реле KM1, ЭМ1 включается, и баба начинает движение вверх.
Если сигнал от ПЛК поступает на реле КМ2, то включается электромагнит ЭМ2,
который управляет клапаном «удара». В этом случае баба начинает движение вниз.
Такая схема управления, при которой управление электромагнитами производится
раздельно, используется в режиме «Наладка» и при установлении исходного
положения бабы в режиме «Автомат».
Для
осуществления единичного удара в режиме «Автомат» требуется осуществлять более
сложный алгоритм управления, в котором задействованы оба электромагнита. Здесь
важную роль играют бесконтактные торцевые переключатели Д1, Д3, Д4, Д5,
установленные вдоль хода бабы молота.
В
автоматическом режиме после нажатия кнопки «Цикл» (SB или Д2) включается
электромагнит ЭМ2, клапан «удара» открывается и баба ГШМ начинает двигаться
вниз. В промежуточном положении, не доходя до нижней мёртвой точки, Д3
отключает ЭМ2, клапан «удара» закрывается, баба молота по инерции движется
вниз. В момент удара Д4 включает электромагнит ЭМ1, открывается клапан «слива».
После завершения удара баба ГШМ начинает двигаться вверх. Не доходя до верхней
мёртвой точки Д5 отключает ЭМ1, клапан «слива» закрывается. В верхней мёртвой
точке баба останавливается.
Существует
возможность корректировки положения бесконтактных торцевых переключателей,
чтобы достигнуть требуемых параметров по скорости исполнения ударного цикла.
Ограничение по времени полного цикла удара составляет 0,65 секунды. Это
накладывает жёсткие ограничения на время срабатывания основных элементов
системы управления, главными из которых являются реле, обеспечивающие включение
и выключение электромагнитов. Для решения этой проблемы было принято решение
использовать в качестве KM1 и KM2 высокоскоростные твёрдотельные реле со
скоростью срабатывания до 5 [мс]. В свою очередь, при включении привода гидростанции
скорость срабатывания не важна, следовательно, здесь можно использовать менее
дорогостоящее и менее быстродействующее электромагнитное реле.
Управление
ГШМ осуществляется с пульта управления. Для удобства выполнения ударных циклов
бесконтактный торцевой переключатель Д2, дублирующий кнопку SB «Цикл» на пульте
управления, установлен на ножной педали. Это даёт возможность оператору
произвести рабочий цикл ГШМ простым нажатием на педаль.
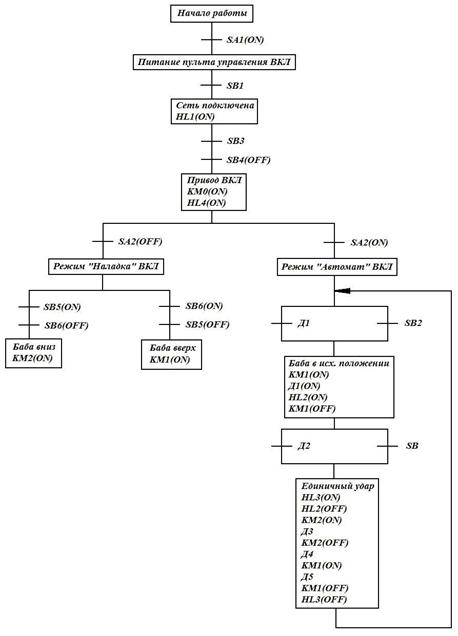
рис.
2 Логическая схема работы системы управления ГШМ
Заключение
В
ходе работы над данным проектом были спроектированы, разработаны и протестированы
электрическая схема и логическая структура системы управления. Проведен анализ
системы управления в комплексе с работой гидравлической системы ГШМ на базе
действующего лабораторного стенда. В дальнейшем планируется реализовать опытный
образец ГШМ включающий в себя распределенную систему управления на основе ПЛК Fatek.
В перспективе запланирована программная реализация пульта управления с
применением ПЛК Fatek, а также программная диагностика разработанной
системы управления.
Литература
1.
http://www.opcfoundation.org – официальный сайт
организации OPC Foundation.
2.
http://www.opcfoundation.org/Downloads/Overwiev/OPC%20Overwiev%201.pdf – обзор технологии OPC.
3.
Методические рекомендации по выбору и применению электрических аппаратов
для металлообрабатывающего оборудования/ Сост. Рогачев Э.Б., Толкачева Я.А. –
М.: ЭНИМС, 1984.
4.
Программирование систем числового программного управления: учеб. пособие
/ В.Л. Сосонкин, Г.М. Мартинов. – М.: Логос; Университетская книга; 2008. – 344
с. +1 компакт-диск. – (Новая университетская библиотека).