Методика реализации
текущего планирования в едином информационном пространстве АСУ предприятия
В.Г. Елисеев,
доцент,
к.т.н., eliseyev@mephi.ru,
Н.А. Козырева,
инженер, natkozyr@mail.ru
МИФИ, г.Москва
В настоящее время неуклонно растёт
доля мелкосерийного многономенклатурного производства в общем объёме промышленной
продукции. Большинство предприятий независимо от ведомственной подчинённости и
формы собственности работают по заказам. Традиционные системы планирования,
которые на многих предприятиях работают ещё с 70-х годов ХХ века, устарели и нуждаются
в перепроектировании (реинжиниринге).
Основным при реинжиниринге
действующих АСУ является удовлетворение требованиям ИПИ/CALS-технологий и стандартов качества
серии ISO-9000/2001, в т.ч.:
·
позаказный
метод планирования;
·
реализация
процессного подхода в системе управления;
·
создание
единого информационного пространства (ЕИП) АСУ предприятия.
Процессный подход должен обеспечить
информационную поддержку изделия на всех этапах жизненного цикла (ЖЦ) с
реализацией электронного документооборота. Иллюстрация ЖЦ в ЕИП представлена на
рис 1.
рис.1 Информационное взаимодействие функциональных
подсистем АСУ предприятия
Данная статья посвящена изложению
методики текущего планирования мелкосерийного многономенклатурного производства
в ЕИП предприятия.
Как видно на рис. 1, поступающие
заказы на изготовление новой продукции проходят несколько этапов обработки,
основными из которых являются:
·
конструкторская
подготовка производства (КПП);
·
материально-техническое
обеспечение (МТО);
·
технологическая
подготовка производства (ТПП);
·
планирование
производства;
·
диспетчеризация
и мониторинг хода производства.
В результате КПП формируется полный
комплект конструкторской документации (КД), включая 3D-модели изделия, 2D-чертежи, спецификации (состав
изделия) и т.п. Вся эта информация поступает в ЕИП — центральную базу данных
(БД) интегрированной АСУ предприятия (ИАСУП) и становится доступной (с учётом
прав доступа) сотрудникам других функциональных служб.
Так, например, выбрав из ЕИП
спецификацию, сотрудники отдела МТО могут начать заказ покупных комплектующих
изделий и материалов (ПКИМ). Технологи на основе КД могут приступить к
разработке технологической документации (ТД).
Получив доступ в ЕИП к разработанной
ТД (маршрутно-технологические карты – МТК, управляющие программы — УП для
станков с ЧПУ и др.), нормировщики могут рассчитать трудоёмкости операций
изготовления изделий.
Имея доступ в ЕИП к рассчитанной
трудоёмкости технологических операций, плановики могут составить объёмные и
оперативно-календарные планы производства изделий.
По результатам выполнения работ
(также фиксируемым в ЕИП) диспетчерские службы учитывают фактические затраты и
осуществляют мониторинг хода производства.
Постановка задачи
Целью данной работы является
построение моделей информационного взаимодействия в ЕИП функциональных
подсистем КПП, ТПП и текущего планирования в составе ИАСУП.
Для этого необходимо:
1.
Установить
однозначное соответствие между составом изделия, полученного в результате КПП,
и составом работ, разрабатываемом на этапах ТПП и планирования.
2.
Разработать
алгоритмы текущего планирования, в том числе:
·
алгоритмы
планирования по номенклатуре и объёмам (объёмное планирование);
·
алгоритмы
составления расписания загрузки производственных ресурсов (оперативно-календарное
планирование).
Термины, определения и обозначения
В дальнейшем будут употребляться
следующие термины, определения и обозначения.
ДСЕ — детали и сборочные единицы. Изделия,
сборки, узлы, неделимые детали.
Дерево изделия — структура изделия,
представленная в виде графа.
Дерево работ — рассчитанный до
операций состав изделия с данными о трудоемкостях изготовления, технологическом
отходе и количеством деталей, необходимого для изготовления заказа.
Уровень — ступень иерархии в дереве
изделия.
Операция — действие, выполняемое над
деталью.
Модель информационного взаимодействия конструкторской подготовки и планирования
производства
Основным результатом КПП,
необходимым для планирования является спецификация (состав изделия).
Согласно ЕСКД (ГОСТ 2.101-68)
структура изделия имеет вид, представленный на рис. 2.

рис. 2 Виды изделий и их структура по ГОСТ 2.101-68*
Структуру любого изделия,
разработанного в процессе КПП, можно представить в виде графа (рис. 3). Назовём
эту иерархическую структуру «деревом изделия».
Каждая ступень иерархии (рис. 3) в
«дереве изделия» называется уровнем и имеет свой номер. Нумерация уровней производится
от головного изделия (наименование и шифр изделия, которые указаны в заказе на
изготовление). Самый верхний уровень имеет номер 1. ДСЕ, входящие в первый
уровень, имеют значение уровня 2. ДСЕ, входящие во второй уровень, имеют
значения уровня 3 и т.д. ДСЕ, находящиеся на одном уровне, имеют одинаковые
значения номера уровня. Для каждого изделия формируется свой набор уровней.
Весь комплект КД, включая «дерево
изделия», помещается в ЕИП ИАСУП для хранения и общего оперативного доступа.
После КПП начинается этап ТПП.
Разрабатываются МТК, где описывается последовательность технологических операций
и их трудоёмкость. Эта информация также помещается в ЕИП и становится доступной
для плановых служб.
рис. 3 Дерево
изделия
Для осуществления планирования
необходимо построить «дерево работ» (рис. 4).
«Дерево работ» получается
преобразованием «дерева изделия» (Рис. 3). При этом номера уровней остаются
неизменными. Но исключаются те ДСЕ, которые являются ПКИМ, поскольку на их изготовление
не требуется временных ресурсов. Кроме того, каждое ДСЕ в «дереве изделия»,
подлежащее изготовлению, заменяется последовательностью технологических
операций ![]() , взятых из МТК. Верхний индекс операции показывает номер
обрабатываемого изделия, а нижний — порядковый номер самой операции.
, взятых из МТК. Верхний индекс операции показывает номер
обрабатываемого изделия, а нижний — порядковый номер самой операции.
Как видно, изготовление каждого узла
(ДСЕ) «дерева изделия» (Рис. 3) представляется набором операций в «дереве
работ» (Рис. 4). Помимо этого, каждая операция характеризуется принадлежностью
к производственному ресурсу ![]() , количеством обрабатываемых деталей
, количеством обрабатываемых деталей ![]() и длительностью работы
и длительностью работы
![]() — трудоёмкостью, известной
из содержания МТК. То есть имеется вся необходимая для планирования информация.
— трудоёмкостью, известной
из содержания МТК. То есть имеется вся необходимая для планирования информация.
Таким образом, разработана методика
установления однозначного соответствия между составом изделия («деревом
изделия») и составом работ по его изготовлению («деревом работ»). Поскольку оба
эти дерева представляют собой направленные графы, становится возможным
применение формальных математических методов расчёта и оптимизации планов
(например, методы сетевого планирования, линейного программирования и др.).
рис. 4 Дерево работ
Планирование на заводе начинается с
формирования портфеля заказов на основе заявок, поступивших от внешних
организаций. Утверждению портфеля заказов предшествует процедура объёмного
планирования. Эта процедура заключается в сравнении мощности ресурсов завода
(по технологическому оборудованию и укрупненным профессиям) с плановой
трудоёмкостью изготовления заказа, определяемой на основе экспертных оценок. Процедура
объёмного планирования представляет самостоятельный интерес и в данной работе
не рассматривается.
Далее излагается описание процедуры
оперативно-календарного планирования. На этом этапе происходит пооперационный расчёт
сроков изготовления ДСЕ, входящих в заказы из сформированного портфеля. Определение
календарных дат операций по обработке изделий происходит на основании «дерева работ»
(рис. 4). Дерево изделия и рассчитанные работы и другие необходимые данные хранятся
в ЕИП ИАСУП.
Пооперационный расчёт сроков помимо
трудоёмкости выполнения операции учитывает количество сотрудников, которые
могут выполнить данную операцию, а также количество станков и их время работы,
если операция выполняется на станке с числовым программным управлением (ЧПУ).
Методика составления расписания загрузки производственных ресурсов
На первом этапе каждое
изготавливаемое изделия из портфеля заказов, структура которого представляется
в виде «дерева изделия» (рис. 3) преобразуется в «дерево работ» (рис. 4).
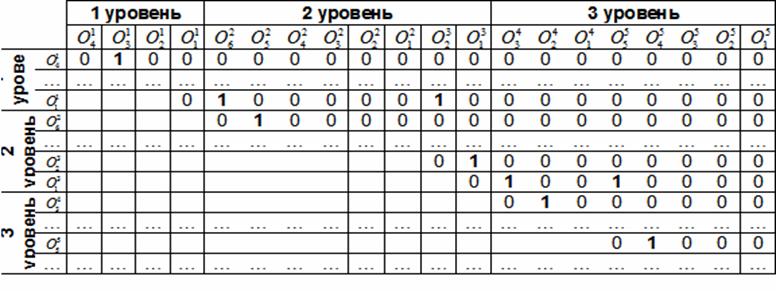
На втором этапе «деревья работ»
преобразуется в соответствующие матрицы смежности операций, показанные в таблице
1.
Таблица 1. Матрица смежности
Ниже излагается подробное описание
алгоритма оперативно-календарного планирования, представленного на рис. 5. Все
действия алгоритма происходят с независимыми операциями. Операция считается
независимой, если для ее выполнения не требуется ожидание выполнения
предшествующей операции.
Ниже дается подробное описание
основных шагов алгоритма формирования оперативно-календарного плана
производства, представленного на рис. 5.
1. Определяется начальная дата
расчёта — первый временной такт ![]() .
.
2. Из построенных матриц смежности
операций по изделиям из портфеля заказов выбираются независимые операции ![]() , где
, где ![]() — количество
независимых операций,
— количество
независимых операций, ![]() — номер изделия, к
которому относится операция, и группируются с учетом принадлежности к
производственному ресурсу
— номер изделия, к
которому относится операция, и группируются с учетом принадлежности к
производственному ресурсу ![]() .
.
рис. 5. Алгоритм оперативно-календарного планирования
Далее, начиная с шага
3, описание алгоритма повторяются во всех группах, определенных по видам
ресурса.
3. Из множества ![]() отбираются
операции, у которых необходимо установить даты начала и окончания.
отбираются
операции, у которых необходимо установить даты начала и окончания.
4. Формирование значений приоритетов
операций. Процедура назначения и изменения приоритета ![]() операций, выбранных на
шаге 3, происходит в каждом временном такте
операций, выбранных на
шаге 3, происходит в каждом временном такте ![]() по следующим правилам:
по следующим правилам:
1) Если ни одной операции, из
выбранных, не назначен приоритет, то операции считаются равноценными и значение
приоритета равно единице ![]() .
.
2) Если части операций на ![]() шаге был назначен
приоритет, то на
шаге был назначен
приоритет, то на ![]() шаге необходимо
провести корректировку приоритетов у всех выбранных операций. Корректировка
значений приоритетов происходит по следующим правилам. Сначала операции из
множества
шаге необходимо
провести корректировку приоритетов у всех выбранных операций. Корректировка
значений приоритетов происходит по следующим правилам. Сначала операции из
множества ![]() распределяются по
группам с одинаковым приоритетом. Если операция не имела приоритета, то он
считается равным нулю (
распределяются по
группам с одинаковым приоритетом. Если операция не имела приоритета, то он
считается равным нулю (![]() ). Полученные группы ранжируются по убыванию приоритетов и
нумеруются номерами по порядку, начиная с единицы. Далее в каждой группе
операциям присваивается приоритет, определяемый по следующей формуле
). Полученные группы ранжируются по убыванию приоритетов и
нумеруются номерами по порядку, начиная с единицы. Далее в каждой группе
операциям присваивается приоритет, определяемый по следующей формуле ![]() , где
, где ![]() — порядковый номер
группы,
— порядковый номер
группы, ![]() — количество групп.
Таким образом, значение приоритета операции
— количество групп.
Таким образом, значение приоритета операции ![]() находится в пределах
от 0 до 1 включительно и имеет дробные значения. Чем значение
находится в пределах
от 0 до 1 включительно и имеет дробные значения. Чем значение ![]() больше, тем приоритет
операции выше.
больше, тем приоритет
операции выше.
5. Решение задачи линейного
программирования (ЛП). На этом шаге определяются даты начала и окончания каждой
операции «дерева работ». Постановка задачи заключается в следующем: составить
план работ на текущий день, т.е. выбрать из множества операций ![]() операции
операции ![]() , которые будут обрабатываться на шаге
, которые будут обрабатываться на шаге ![]() и при этом объём
предстоящих работ не превысит мощности соответствующего ресурса
и при этом объём
предстоящих работ не превысит мощности соответствующего ресурса ![]() . Математическая постановка данной задачи сводится к задаче
ЛП следующего вида.
. Математическая постановка данной задачи сводится к задаче
ЛП следующего вида.
Пусть
![]() — булева переменная
— булева переменная

Необходимо максимизировать функцию ![]() , определяющую список операций для обработки на текущий временной
такт
, определяющую список операций для обработки на текущий временной
такт ![]() , при условии не превышения в текущем временном такте
, при условии не превышения в текущем временном такте ![]() мощности ресурсов
мощности ресурсов ![]() . Где
. Где ![]() — операции,
— операции, ![]() — приоритет этой
операций, определенный на четвертом шаге и
— приоритет этой
операций, определенный на четвертом шаге и ![]() — мощность ресурсов на
текущем временном такте
— мощность ресурсов на
текущем временном такте ![]() ,
, ![]() — трудоёмкость
операции на текущем временном такте
— трудоёмкость
операции на текущем временном такте ![]() . Если трудоёмкость операции на текущий временной такт больше
мощности ресурса
. Если трудоёмкость операции на текущий временной такт больше
мощности ресурса ![]() , то значение трудоёмкости равна мощности ресурса в этом временном
такте
, то значение трудоёмкости равна мощности ресурса в этом временном
такте ![]() .
.
6. Результат, полученный после решения
задачи ЛП, заносится в «матрицу работ», представленный в таблице 2, столбцы которой
представляют шаги процедуры — временные такты ![]() , рабочие дни, а строки — операции
, рабочие дни, а строки — операции ![]() из плана
из плана ![]() и на пересечении строк
и столбцов указывается 1 — если работы по операции будут в данный такт и 0 —
если нет. На каждом шаге
и на пересечении строк
и столбцов указывается 1 — если работы по операции будут в данный такт и 0 —
если нет. На каждом шаге ![]() к матрице добавляется
столбец, в котором проставляется отметка о работе над операцией в данном временном
такте.
к матрице добавляется
столбец, в котором проставляется отметка о работе над операцией в данном временном
такте.
Таблица 2. Матрица
работ

После сохранения результатов расчета
происходит корректировка трудоёмкостей ![]() операций, полученных после
решения задачи ЛП. От оставшейся трудоёмкости вычитается трудоёмкость из
расчета
операций, полученных после
решения задачи ЛП. От оставшейся трудоёмкости вычитается трудоёмкость из
расчета ![]() . Если в результате этого оставшаяся трудоемкость операции
равна 0, то из матрицы смежности вычеркивается соответствующая строка и
столбец, содержащие данную операцию.
. Если в результате этого оставшаяся трудоемкость операции
равна 0, то из матрицы смежности вычеркивается соответствующая строка и
столбец, содержащие данную операцию.
Введение приоритетов операций
необходимо для того, чтобы в расчет обязательно попали операции, работы по
которым были начаты на предыдущих временных тактах и еще не были закончены.
Информация о фактическом завершении операций также имеется в ЕИП как результат
работы диспетчерских служб.
Заключение
В настоящей статье изложена методика
установления соответствия между «деревом изделия» и «деревом работ». Полученное
«дерево работ» позволяет представить последовательность изготовления ДСЕ,
указанного в заказе и является необходимым для процесса планирования.
Предложенный алгоритм оперативно-календарного
планирования с приоритетами позволяет повысить точность составленного плана
работ предприятия по производству изделий. В представленном подходе
формирование производственного плана происходит одновременно по всему портфелю
заказов. Предложенный алгоритм учитывает последовательность выполнения
технологических операций и на одном из этапов решается оптимизационная задача
формирования расписания работ на один день. Таким образом, путём агрегации
однодневных планов работ получается расписание производства по всему
предприятию с указанными календарными сроками изготовления операций в
соответствующих производственных подразделениях.
Литература
1.
Елисеев В.Г., Козырева Н.А. Процедура формирования и
оценки производственного плана. // Информационные технологии в науке, образовании, телекоммуникации
и бизнесе IT + S&E`07. Приложение к журналу «Открытое образование» №3, 2007.
Материалы XXXIV Международной конференции и дискуссионного научного клуба — 2007. 469
с., с. 440-442 с.
2.
Козырева
Н.А. Инструментальные средства поддержки формирования плана и
оперативно-диспетчерского управления сборочного производства. // Системы
проектирования, технологической подготовки производства и управления этапами жизненного
цикла промышленного продукта (CAD/CAM/PDM — 2007). Материалы 7-й международной конференции.
Под. ред. Е.И. Артамонова. М.: Институт проблем управления РАН. — 2007. 234 с.,
с. 99-100.
3.
Елисеев
В.Г., Калачев К.В., Козырева Н.А., Лапицкий Д.И. Автоматизированная система
планирования и оперативно-диспетчерского управления механообрабатывающего
производства. // Системы проектирования, технологической подготовки
производства и управления этапами жизненного цикла промышленного продукта (CAD/CAM/PDM — 2006). Материалы 6-й международной
конференции. Под. ред. Е.И. Артамонова. М.: Институт проблем управления РАН. —
2006. 298 с., с. 153-155.