Совершенствование методов проектирования и технологии производства
турбин и турбинного оборудования
В.И. Брезгин,
доцент, к.т.н., с.н.с.,
Ю.М. Бродов,
профессор, д.т.н.
Д.В. Брезгин,
м.н.с
К.Е. Мерзляков,
преподаватель-стажер,
Е.Н. Поляева,
студент,
ГОУ ВПО УГТУ УПИ, г. Екатеринбург
Известно [1,2], что концепция CALS требует, чтобы для создания ИО, описывающих
конструкцию, технологические, эксплуатационные и другие требования к ПТУ,
использовались средства автоматизированного проектирования. Сложность и
наукоемкость конструкции ПТУ определяет требования к функциональной полноте
используемого программного обеспечения автоматизированного проектирования.
Программные средства сквозного проектирования и производства верхнего уровня,
такие как CATIA (Dassault Systems, Франция), UNIGRAPHICS (Unigraphics
Solutions, США), Pro|ENGINEER (PTC, США) могут удовлетворить требования к
функциональной полноте.
Для создания объемной модели изделия конструкторы, как
правило, пользуются одним из следующих методов [7]:
·
ассоциативного
конструирования;
·
поверхностного
моделирования;
·
твердотельного
моделирования.
Анализ этих методов применительно к элементам турбин и
турбинного оборудования был выполнен в рамках исследования первой функции
функциональной модели СИСТЕМЫ (рис.1).
Метод
ассоциативного конструирования
представляет собой способ проектирования, при котором параметрические связи
между проектируемыми деталями устанавливаются не в форме арифметических
выражений или отношений, а в форме установления ассоциативных связей между деталями.
В проектировании турбин и турбинного оборудования метод ассоциативного
конструирования может найти наиболее эффективное применение в проектировании
литых корпусов турбин.
На первом этапе проектируется твердотельная модель
половин корпуса турбины, а затем, используя ассоциативное конструирование,
создается модель литейной формы. Технология наследования (Inheritance), используемая в
Pro|ENGINEER Wildfire 3.0, предоставляет
возможность создания на основе конструкторской модели серии ассоциативно
связанных технологических моделей (отливки, поковки, пооперационные состояния
для обработки станком с ЧПУ); реализованы возможности подавления на
технологической модели ненужных (относительно конструкторской модели)
элементов, пересчета допусков на технологической модели, не затрагивая
подлинник (конструкторскую модель), работы с технологической моделью, не
вызывая конструкторскую модель [8]. Созданная таким образом форма будет в
большей степени соответствовать окончательному
виду изделия и иметь обоснованные припуски на дальнейшую механическую
обработку. Использование CAD-систем верхнего уровня, таких как Pro|ENGINEER,
позволяет на этапе проектирования литейной формы проверить такое важное ее
свойство, как проливаемость. В настоящее время такая технология сдерживается, в
основном, причинами, имеющими не технический характер, поскольку, как правило,
металлургические заводы и турбинные заводы не имеют единой или согласованной
стратегии развития технологий по изготовлению заготовок для производства
турбинных деталей.
Рис.1. Первая декомпозиция
функциональной модели системы
информационной
поддержки жизненного цикла паротурбинных установок
Поверхностное
моделирование с достаточной степенью
функциональной полноты реализовано только в таких системах сквозного
проектирования и производства верхнего уровня, как CATIA, UNIGRAPHICS,
Pro|ENGINEER. Поверхностное моделирование при проектировании паротурбинных
установок наиболее целесообразно применять для создания объектов сложной формы,
в частности – турбинных лопаток. Это позволяет создавать программы для
обработки лопаток на станках с ЧПУ а изготовление турбинных лопаток по
поверхностным моделям выполнять на фрезерных станках с 3- и 5-координатным
управлением.
В качестве примера применения поверхностного
моделирования рассмотрим проектирование рабочих лопаток паровой турбины.
Наиболее высокие требования по точности и качеству
проектирования предъявляются при проектировании пера лопатки. Для того, чтобы
обеспечить требуемую точность изготовления рабочей лопатки (
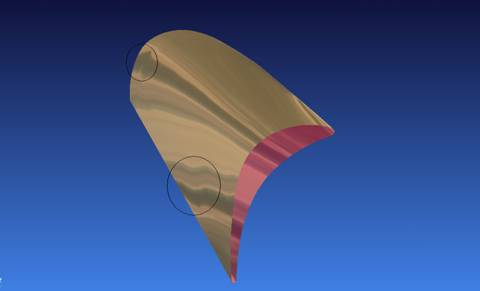
Рис. 2. Анализ качества поверхности
(дефекты выделены овалами)
В отличие от хвостовика лопатки, который в некоторых случаях
может быть спроектирован с использованием технологий создания базовых
поверхностей (на основе генераторов линейных участков, параллелепипедов,
поверхностей вращения и т.д. [7]), поверхность пера лопатки проектировалась в
технологии свободного формообразования с использованием поверхностей Безье ,
B-spline и др. При этом качество результата конструктор оценивал визуально[1].
Количество точек, описывающих сечение профиля пера лопатки, выбиралось минимальным,
при условии, что профиль фактического сечения отличался от теоретического не
более, чем на
Обмен данными между CAD-, CAE- и CAM-системами
осуществляется с помощью обменных файлов форматов STEP, IGES и др. В случае
использования CAD/CAE/CAM – систем верхнего уровня эта задача упрощается.
Однако, если для передачи данных об изделии
в целом, для создания баз данных об изделиях в целях их коллективного
использования уже разработаны семейства международных стандартов ISO-10303
STEP, ISO-13584 (Parts Library)[2]
и др., то обмен параметризованными данными в настоящее время затруднен из-за
отсутствия аналогичных стандартов. Разрабатываемый стандарт ISO 14959 PAREX
(Parametric Representation and Exchange) [9] призван восполнить этот пробел.
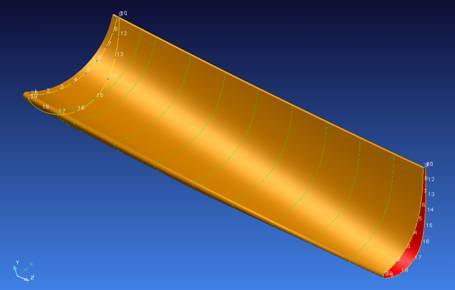
Рис. 3. Поверхностная модель пера
рабочей лопатки
Метод
твердотельного параметрического проектирования применяется при создании большинства элементов турбин
и турбинного оборудования. В твердотельном моделировании реализованы два режима
создания объектов - режим адаптивной (свободной) параметризации и режим принудительной
параметризации [7].
В рамках проведенного исследования авторами [10] было
предложено расширить принцип параметризации за пределы геометрических
построений путем включения в ее рамки нормативно-справочной информации,
относящейся к проектируемому изделию, а также расчетной подсистемы. Рабочая
группа ISO, разрабатывающая ISO 14959 PAREX (Parametric Representation and
Exchange), в качестве перспективной задачи также рассматривает
"распространение идей параметризации на более ранние этапы проектирования
и на более широкий круг моделей и процедур проектирования, имеющих не только
геометрический характер" [7].
Развивая это предложение, была разработана система,
названная Системой Параметрического Проектирования (СППр) сетевых
подогревателей теплофикационных турбин. Структура СППр в двух модификациях –
для индивидуальной и групповой технологии проектирования, представлена на рис.
4 и рис. 5, соответственно.
Индивидуальная технология применяется при
проектировании нового теплообменного аппарата (ТА), не имеющего аналога в электронном
виде. При этом проектирование ведется с использованием параметрического
2D-эскиза. В групповой технологии, когда имеется прототип аппарата в электронном
виде, необходимость в 2D-эскизе пропадает.
Принудительная параметризация, предполагающая описание
связанных друг с другом геометрических элементов с помощью арифметических
выражений или отношений, может активно применяться в тех деталях и сборках, в
которых не предполагается значительных изменений. Такой подход позволяет
получить несколько твердотельных однотипных моделей детали, отличающихся размерами
или типом исполнения. Преимуществами такой параметризации являются:
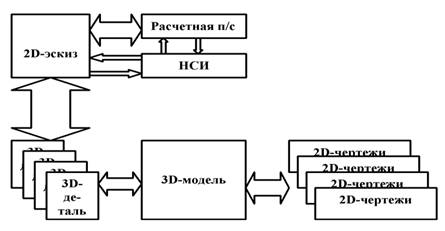
Рис. 4. Схема взаимодействия элементов
СППр при индивидуальной технологии проектирования
·
Возможность создавать и
сохранять большое количество образцов модели, которые, тем не менее, будут находиться
внутри одной, "управляющей" модели;
·
Значительно экономить
силу и время при создании массивов стандартных деталей;
·
Создавать таблицы
семейств, которые могут быть включены в каталоги и спецификации деталей и
чертежей.
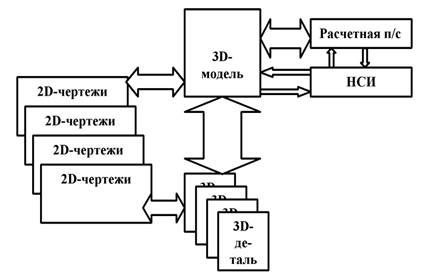
Рис. 5. Схема взаимодействия элементов
СППр при групповой технологии проектирования
Примером
использования принудительной параметризации может служить проектная процедура, разработанная авторами для
автоматизации построения разбивки трубных пучков теплообменных аппаратов (ТА)
паротурбинных установок. В основу ее был положен принцип, изложенный в [11].
Основу этого принципа составляет утверждение, что если из любой точки,
находящейся внутри замкнутого многоугольника, направить в произвольном
направлении луч, то этот луч пересечет контур нечетное число раз. В отличие от
решения, предложенного в [11], область на плоскости трубной доски, внутри
которой требуется расположить отверстия для закрепления в них теплообменных
трубок ТА, представляется не в виде многоугольника, а в виде произвольного
контура, ограниченного замкнутой полилинией, –
составной линией, включающей в себя прямолинейные и дуговые сегменты [12].
Процедура начинается с последовательного указания
конструктором всех сегментов полилинии, ограничивающей контур на трубной доске.
Если отверстия должны быть размещены в нескольких контурах, эту процедуру
следует повторить необходимое число раз. Затем указывается начальное отверстие
заданного диаметра; задается шаг между центрами соседних отверстий, тип
разбивки (треугольная, прямоугольная или квадратная); величина отступа краев
отверстий от сегментов контура (при необходимости). Далее происходит генерация
отверстий в автоматическом режиме. В процессе генерации каждый раз производится
решение системы уравнений вида (1).
 (1)
(1)
В этой системе первое уравнение – уравнение отрезка
луча, который генерируется случайным образом. Второе уравнение – уравнение
сегмента полилинии. В случае, когда пересекаемый сегмент представляет собой
отрезок прямой, коэффициент аi во втором уравнении становится равным
нулю (аi = 0), и система уравнений (1) вырождается в систему двух
линейных функций. Когда пересекаемый сегмент представляет собой дугу –
производится решение системы одной линейной и одной квадратичной функций.
Если система уравнений имеет решение, производится
необходимый анализ решения и при положительном результате счетчик отверстий
увеличивается на единицу. Поскольку параметрические связи между всеми
геометрическими элементами детали (трубной доски) описываются с помощью арифметических
выражений, данная процедура относится к классу процедур с жесткой (принудительной)
параметризацией, что позволяет быстро, в полуавтоматическом режиме
спроектировать трубную доску любого ТА. Процедура может быть встроена в
CAD-систему среднего или верхнего уровня. На рис. 6, в качестве примера,
приведена модель трубной доски конденсатора 100-КЦС-4, разбивка отверстий в
которой выполнена с помощью описанной процедуры.
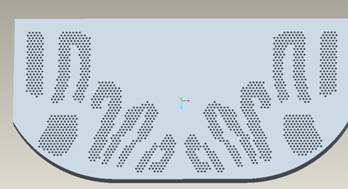
Рис. 6. Модель трубной доски
конденсатора 100-КЦС-4
Выводы. В ходе детального анализа ряда приведенных в докладе
примеров автоматизации различных проектных процедур при проектировании турбин и
турбинного оборудования показана эффективность и целесообразность выбранных
путей автоматизации процессов проектирования. Результаты работ авторов в
настоящее время реализуются при проведении реинжиниринга деятельности специального
конструкторского бюро по паротурбостроению, проходящем на ЗАО "Уральский
турбинный завод". Авторы полагают, что концепция CALS, принятая в качестве
основного подхода при автоматизации проектирования ПТУ и их отдельных
элементов, способна обеспечить конкурентоспособность разрабатываемого
оборудования в результате повышения эффективности бизнес-процессов за счет
информационной интеграции и преемственности информации, порождаемой на всех
этапах жизненного цикла ПТУ. Однако окончательный вывод можно будет сделать
лишь по результатам реализации ведущихся работ.
Литература
1.
Судов Е.В.
Интегрированная информационная поддержка жизненного цикла машиностроительной
продукции. Принципы. Технологии. Методы. Модели. М.: ООО Издательский дом
"МВМ", 2003. 264 с.
2.
Информационная
поддержка жизненного цикла изделий машиностроения: принципы, системы и
технологии CALS/ИПИ: учеб. пособие для студ. высш. учеб. заведений / А.Н.
Ковшов [и др.] М.: Издательский центр "Академия", 2007. 304 с.
3.
Брезгин В.И. Концепция
информационной поддержки жизненного цикла турбин и турбинного оборудования как
стратегия развития энергомашиностроения / В.И.Брезгин, Ю.М.Бродов, С.М.Зырянов
// Тяжелое машиностроение. № 12.
4.
Системный анализ в
управлении: учебное пособие / В.С.Анфилатов [и др.]. М.: Финансы и статистика,
2003. 368 с.
5.
Р50.1.028-2001.
Информационные технологии поддержки жизненного цикла изделия. Методология
функционального моделирования. –М.: Госстандарт России, 2001. 50 с.
6.
Брезгин В.И.
Разработка методики выбора направлений реинжиниринга проектных работ для
обеспечения непрерывной информационной поддержки жизненного цикла паротурбинных
установок тепловых электростанций / В.И.Брезгин, Ю.М.Бродов, Д.В.Брезгин
// Информационные технологии в проектировании и производстве. № 2. 2006.
С.27-33
7.
Норенков И.П.
Информационная поддержка наукоемких изделий. CALS-технологии / И.П.Норенков, П.К.Кузьмик.
М.: Изд-во МГТУ им. Н.Э. Баумана, 2002. 320 с.
8.
Климов В.Е. PRO|ENGINEER. Структура системы. Возможности системы. Часть 2.
Технология / В.Е. Климов, Д.Э. Мотовилов // Информационные технологии в
проектировании и производстве. № 2. 2007. С.64-68
9.
Управление жизненным
циклом продукции / А.Ф.Колчин [и др.]. М.: Анахарсис, 2002. 304 с.
10.
Брезгин В.И. Концепция
технологии автоматизированного проектирования теплообменных аппаратов
турбоустановок / В.И.Брезгин, Ю.М.Бродов, А.А.Чубаров // Труды 3-й Международной конференции "Совершенствование
турбин и турбинного оборудования". Екатеринбург: УГТУ, 1998. С.175-192
11.
Bourke Paul. Determining if a point lies on the
interior of a polygon. 1987 - http://local.wasp.uwa.edu.au/~pbourke/geometry/insidepoly/
12.
Брезгин В.И.
Проектирование деталей турбомашин в среде AutoCAD 2004: учебно-практическое
пособие / В.И. Брезгин. Екатеринбург:
ГОУ ВПО УГТУ-УПИ, 2007. 208 с.