ТИПОВАЯ ОТРАСЛЕВАЯ АВТОМАТИЗИРОВАННАЯ СИСТЕМА
УПРАВЛЕНИЯ ЦЕХОВОГО УРОВНЯ УЧАСТКАМИ СТАНКОВ С ЧПУ
А. И. Островерх, В. Н. Сычев, Е. Д. Лобов, В.
Д. Костюков-Федеральное государственное унитарное предприятие «ГОСУДАРСТВЕННЫЙ КОСМИЧЕСКИЙ НАУЧНО-ПРОИЗВОДСТВЕННЫЙ
ЦЕНТР имени М. В. Хруничева»
КРАТКИЙ ОБЗОР
СОСТОЯНИЯ ПРОБЛЕМЫ.
Современные системы автоматизации производства используют множество аббревиатур и конечным пользователям с каждым годом становится всё тяжелее разобраться в обилии предлагаемых решений. Неизменным при этом остается разбиение на уровни, среди которых принято выделять верхний и нижний. К верхнему уровню относят, как правило, системы бизнес аналитики и оптимального управления ресурсами предприятия, к нижнему – системы числового управления технологическим оборудованием и автоматизированные системы управления технологическими процессами.
В табл.1 представлены объекты управления и автоматизированные системы управления всех уровней иерархии от самого нижнего (системы числового управления) до самого верхнего (Комплексная корпоративная автоматизированная система управления всеми аспектами жизненного цикла изделия)
Разработчики ERP
– систем утверждают, что без них получение прибыли в современном производстве
невозможно по определению, а специалисты по АСУ ТП, в свою очередь, совершенно
справедливо указывают на необходимость решения конкретных проблем производства
продукции как основы, ради чего промышленное предприятие и создавалось.
Разбирать вопросы приоритетности уровней промышленной автоматизации – занятие
неблагодарное, тем более, что однозначного ответа здесь не существует [1].
Прослойкой между указанными уровнями в современной
терминологии принято называть уровнем MES (Manufacturing
Execution System) или уровнем оперативного управления
производством, хотя и это определение весьма условно, так как, помимо
оперативного управления производством, системы этого класса предназначены для
решения целого ряда технологических задач, поставляющих основной объём
достоверной технологической управляющей информации. Таким образом, системы уровня MES – это самостоятельный класс
технологических информационно – управляющих систем со своими специфическими
стандартами, традициями, «брэндами».
Типовая структура корпоративной информационно – управляющей системы промышленного предприятия, включающая системы уровня MES, представлена на рис. 1 [2]. Под MES – системой обычно понимается интегрированная компьютеризированная производственная система, функционирующая в режиме PB (в масштабе, необходимом для текущего контроля хода выполнения производственных заказов) и включающая набор технологий, используемых для решения задачи оптимизации процессов производства продукции. Для многих практических приложений к базовым функциям MES – систем относятся: текущий контроль производственных процессов; отслеживание истории выполнения производственных заказов; оперативное планирование и перепланирование производства; генерация разнообразных отчетов по выпуску продукции. Кроме того, для большинства предприятий очень важной характеристикой MES – систем является то, что они являются связующим звеном между уровнем планирования ресурсов предприятия (ERP) и уровнем управления ТП. Это вовсе не означает, что MES – системы занимаются простой трансляцией данных между ERP и АСУ ТП. Разрозненные данные не обладают большой ценностью сами по себе. Только тогда, когда эти данные структурированы и связи между ними четко определены, они становятся информацией и их ценность при этом значительно увеличивается. Важно также, чтобы необходимая информация поступала вовремя к пользователям, принимающим решения [1].
Как показывает практика [3], наиболее эффективны MES – системы, в состав которых в качестве базового модуля входит система автоматизированного проектирования рабочих технологических процессов, подготовки (технологической отработки) управляющих программ для технологического программно управляемого
Основные объекты и системы их
управления. Таблица 1
|
Объекты
управления |
Системы
автоматизированного управления |
|
Технологическое
оборудование |
Системы
числового управления – ЧПУ; Numerical Control - NC |
|
Технологические
процессы - ТП |
Автоматизированные
системы управления технологическими процессами – АСУ ТП; Scada (Supervisory
Control And Data Acquisition) - системы контроля и диагностики технологических
процессов. |
|
Технические и
общие деловые (бизнес) - процессы |
Автоматизированные системы управления
АСУ цехового уровня - MES (Manufacturing Execution System); системы управления потоками работ - Workflow -системы |
|
Производственные
ресурсы |
Автоматизированные
системы управления предприятием – АСУП; Enterprise Resource Planning - ERP |
|
Документы |
Автоматизированные
системы управления документооборотом
– АСУД; Автоматизированные
системы управления информацией на
всех стадиях её жизненного цикла - ILM |
|
Электронные
данные |
Системы управления электронными данными; (Product/ Project/Process)/ Data Management -
PDM |
|
Технологическая
подготовка производства - ТПП |
Автоматизированные системы управления технологической подготовкой производства – АСУ ТПП |
|
Проекты |
Интегрированные системы управления проектами – ИСУП; Project
Management - PM |
|
Цепочки
поставок |
Автоматизированные системы управления цепочками поставок; Customer
Relationship Management - CRM |
|
Жизненный цикл изделия |
Комплексная корпоративная автоматизированная система управления всеми аспектами жизненного цикла изделия; Product
Lifecycle Management -PLM |
оборудования с ЧПУ и группового управления станками с ЧПУ. В настоящее время в цехах РКЗ эксплуатируется система группового управления станками с ЧПУ " Диалог", включающая в себя следующие элементы:
- ЭВМ СМ-4 -1 ед., служит для управления работой системы и хранения архива управляющих программ, расположена в машинном зале цеха.
- Станция дальней связи СДС - 2 ед., служит для передачи и приема информации между ЭВМ и стойками ГУС, расположена в машинном зале цеха.
- Стойка группового управления станками ГУС-7ед., служит для загрузки управляющих программ в систему ЧПУ станка, отладки и редактирования программ во время работы станка, расположены в цехе у станков.
Система обслуживает 28 станков. Применение системы "Диалог" позволяет сократить время на запуск в производство управляющих программ для станков с ЧПУ, изменять программу во время работы станка, пересылать отредактированную программу в ЭВМ, хранить в ЭВМ архив управляющих программ, отказаться от применения перфоленты,
![]()
.
Рис.1. Типовая структура корпоративной
информационно – управляющей системы
промышленного предприятия.
повысить производительность труда
операторов станков с ЧПУ. Данная система была введена в эксплуатацию в 1984
году и к настоящему времени физически и морально устарела. И настоящее время
ООО НИП "Курс" разработал и внедрил первую очередь системы группового управления
станками на базе промышленных компьютеров.
ОБОСНОВАНИЕ ПРЕДЛАГАЕМОГО РЕШЕНИЯ.
Для решения задач построения систем оперативного управления производством существуют хорошо проверенные на практике методологии и стандарты. К таким стандартам относятся стандарты семейства ISA – S95 [4]. В соответствии с этим стандартом вначале необходимо создать модель оборудования – иерархию оборудования цеха. Затем создаются модели материалов и персонала. После этого создаётся модель производства. Таким образом, определяется производство на стыке возможностей оборудования, доступности материалов и персонала. С точки зрения управления производством MES – система должна отвечать на вопросы:
1) С помощью чего надо производить продукцию?
2) Какая продукция должна быть произведена?
3) Когда надо произвести продукцию?
4) Когда, как и какая продукция была произведена ранее?
Это значит, что создаваемая типовая отраслевая автоматизированная система управления цехового уровня участками станков с ЧПУ - MES МО должна иметь модули, реализующие логику, необходимую для ответов на эти вопросы. В MES МО должны присутствовать компоненты для:
1) Описания и определения технологического программно управляемого оборудования с ЧПУ, материалов и персонала (ресурсы производства);
2) Описания и определения самого технологического процесса;
3) Определения и планирования расписания запуска производства;
4) Расчета производительности производства и хранения данных [5,6].
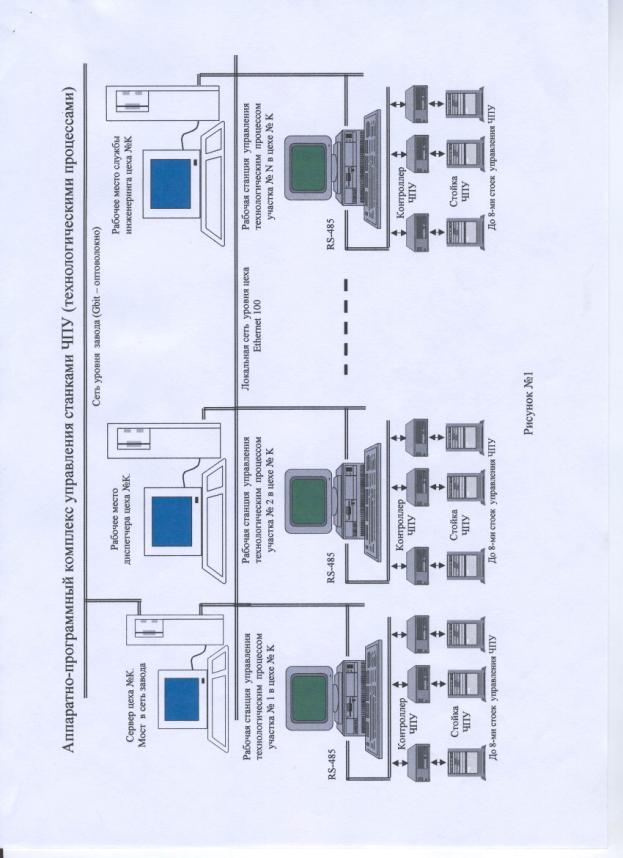
Аппаратно-программный комплекс управления станками с ЧПУ MES МО на базе промышленных компьютеров (рис. 2) предназначен для автоматического контроля и управления полным циклом технологического процесса обработки деталей на станках с ЧПУ, включая задачи учета и паспортизации [7,8].
Создание
MES МО предполагает замену существующего, физически и морально устаревшего,
оборудования управления станками ЧПУ на базе компьютеров СМ-архитектуры
с фотосчитывателями перфолент на новейшее
оборудование:
· международный
стандарта ISO 9001 для промышленного оборудования;
· Intel-архитектура всех применяемых процессоров в конструктивном
исполнении промышленной Евромеханики;
· оснащение программными продуктами,
воплощающими в себе
новейшие технологии в области:
>
прикладных систем реального времени;
>
сетевых средств коммуникации;
>
средств подготовки, коррекции и хранения баз данных;
>
IntraNet WEB технологий,
дающих возможность разработчикам программ ЧПУ, а также службам управления цеха
или завода со своих рабочих мест осуществлять оперативный контроль за ходом
отработки и функционирования процессов изготовления деталей [9].
MES МО позволит:
· более точно
настраивать режимы работы станков ЧПУ;
· контролировать
технологический процесс по широкому спектру параметров как визуально,
так и в автоматическом режиме с сохранением всех данных на центральном
сервере;
· оперативно реагировать на изменения в
технологии за счет
быстрой перенастройки режимов работы станков;
![]()
![]()
·
оперативно адаптироваться ко вновь поступающему
технологическому оборудованию за счет возможности перепрограммирования
процессоров рабочей станции и периферийных контроллеров, что позволит
снизить брак и простои оборудования, качественно улучшив процесс учета и контроля
производимой продукции.
Построение
АПК MES МО
по
схеме с открытой архитектурой предоставляет также возможность осуществлять
быструю перенастройку и адаптацию не только к новым технологиям обработки
деталей на существующих станках, но и обеспечить относительно быстрое
сопряжение с новыми станками или иными технологическими процессами, которые
могут поступать на замену существующим.
MES МО использует накопленный академиками С. П. Королевым, В. П. Мишиным, В. Н. Челомеем, Г. Е. Лозино-Лозинским, П. Н. Беляниным, и другими выдающимися отечественными учеными и организаторами производства опыт создания автоматизированных малолюдных компьютеризированных производств, работающих по безбумажной технологии в рамках проектов: «Буран – Энергия» (изготовления заготовок ТЗП на НПО «Технология» г. Обнинск, сквозного проектирования и изготовления ТЗП на НПО «Молния» и ТМЗ, изготовления 35 наименований корпусных деталей гидротопливной аппаратуры на автоматической линии с программным управлением АЛП-3-2 ММЗ «Рассвет»); «Протон-М» (изготовления заготовок в компьютеризированной интегрированной производственной системе кузнечно-прессового цеха, изготовления деталей на участках фрезерных, токарных станках и обрабатывающих центрах с групповым управлением от центральных кустовых вычислительных центров); «Бриз-М» (изготовление деталей на станках с ЧПУ с DNS терминальными станциями ЭНИМС); «Рокот» (проектирование-изготовление в едином цикле средств технологического оснащения на станках с ЧПУ по системе ADEM); «12КВРБ» (проектирование-изготовление в едином цикле на станках с ЧПУ по системе CATIA трубопроводов с использованием электронных моделей вместо физических носителей геометрической информации – эталонных деталей, шаблонов и плазов); «Ангара» (формирование в электронном виде рабочих технологических процессов сварочно-сборочного, гальванического, электротехнического и других производств по системе TECHCARD фирмы Интермех) и других [7,8].
Основная цель создания MES МО – обеспечение эффективного изготовления изделий «Протон», «Протон-М», «Ангара», «Бриз-М», КВРБ, «Рокот», «КазСат», МКА ДЗЗ и связи, ФГБ-2, «Байтерек» и др., повышение их качества и надежности, сокращение сроков изготовления.
ХАРАКТЕРИСТИКА СОЗДАВАЕМОЙ НТП.
АПК MES МО представляет собой сетевое
объединение:
•
управляющих
компьютеров на базе
промышленных рабочих станций,
сопряженных
с помощью программируемых промышленных контроллеров со
стойками
управления станками ЧПУ;
•
промышленного
компьютера с функциями
сервера базы данных программ
управления
и результатов работы парка станков ЧПУ, а также IntraNet WEB-
сервера
базы данных для доступа из внешней сети;
•
компьютера рабочего места службы контроля и управления
технологическими
процессами
цеха (начальник цеха, служба подготовки производства, контроля
готовой
продукции и т.п.);
•
компьютера
службы цехового инжиниринга, исполняющего роль сетевого
администратора
и технического обслуживания всего программно-аппаратного
комплекса.
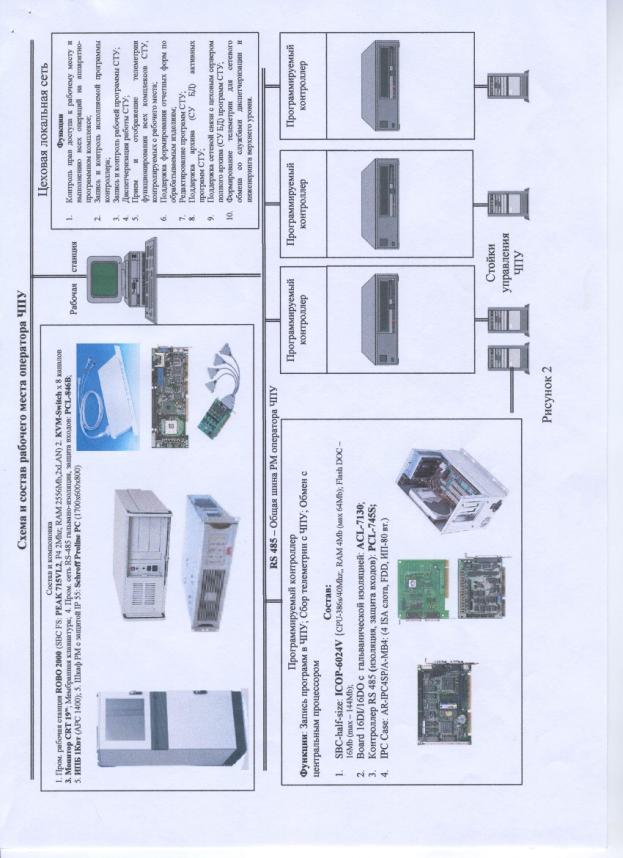
Рабочее
место оператора станков ЧПУ.
Проект предполагает организацию рабочих мест (с
количеством по требованию Заказчика), с каждого из которых
обеспечивается централизованное управление и контроль функционирования станками ЧПУ
(до 8-ми станков), а также предоставляются возможности для диалогового режима
отладки управляющих программ.
Принимая
во внимание количество станков, управляемых оператором с одного рабочего места, предлагается рабочее место оператора выполнить по схеме и в комплектации,
представленных на рис. 3. Количество
контроллеров на общей шине может быть увеличено до любого разумного предела, который в состоянии обслуживать оператор
ЧПУ.
Вся
аппаратура выполнена в соответствии с международным промышленным стандартом ISO 9001 с наработкой на отказ до 120000 часов. Кейс рабочей станции имеет
ударопрочный корпус с внутренним наддувом для пыле и влагозащиты, специфицированный
для работы в экстремальных условиях цеха. Оборудование рабочей станции
размещается в пыле и влагозащищенном шкафу с уровнем защиты IP55.
Процессорная платформа PEAK-715VL2 имеет два
встроенных контроллера Ethernet шины,
обеспечивающих подключение каждой рабочей станции к локальной сети цеха с целью
доступа к цеховому серверу базы данных управляющих программ, а также передачи по
цеховой локальной сети отчетных контрольных форм всем цеховым рабочим
местам.
Программное обеспечение рабочей станции включает операционную
систему реального времени на базе MSW-2K с интегрированными программами сетевой поддержки, MS SQL сервер локальной базы данных,
клиентское приложение удаленной базы данных и прикладное ПАО СРВ для поддержки
одновременного функционирования до восьми станков ЧПУ в режиме
разделения времени, выполненное в среде Delphi 7.0.
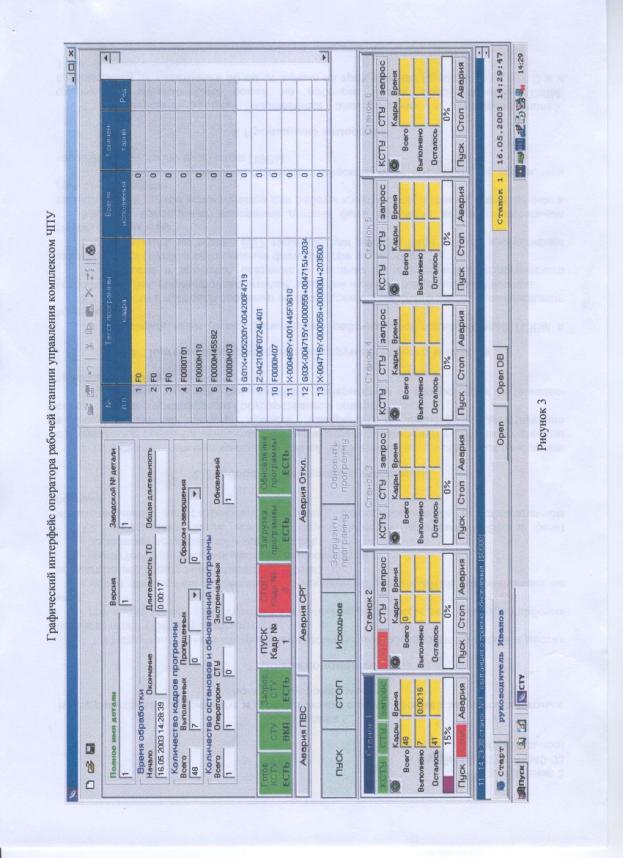
Прикладное
ПАО СРВ представляет собой многооконную интерактивную оболочку, в которой
функционируют как программы СРВ, так и программы поддержки интерфейса связи с
оператором. Вариант организации окон на мониторе оператора представлен на рисунке 4. В
нижней части экрана постоянно присутствуют до шести окон, содержащих статусную
информацию о функционировании каждого из станков ЧПУ. При инициализации
определенной зоны в каждом из статусных окон, открывается в верхней части
экрана окно с транспарантами и интерактивными клавишами управления для
выбранного ЧПУ, из которого может быть открыт протокол обрабатываемой детали, а
также окно для редактирования или прямого набора программы управления. Форма
представления и функциональные
возможности экранной маски
оператора могут быть
изменены и расширены по требованию Заказчика.
Рабочая
станция оснащена электронным коммутатором консоли оператора на 8 каналов, что
позволяет, при необходимости, подключить консоль оператора (монитор, клавиатуру и
мышь) непосредственно к
каждому из контроллеров стоек ЧПУ, управляемых
с рабочей станции. Такая архитектура построения PC обеспечивает высокую надежность и гибкость в управлении АПК MES МО.
Рабочие программы и технологические карты обрабатываемых
деталей размещаются как на локальных серверах баз данных, установленных на
каждой рабочей станции, так и на цеховом сервере эталонной базы данных. В
службе инжиниринга цеха предполагается наличие администратора,
устанавливающего, в рамках предоставленных разработчиком полномочий,
дисциплину работы всего комплекса в сети и прав доступа к информации, хранящейся
на серверах цеха.
Цеховой MS SQL сервер базы данных и IntraNet WEB-cepвep внешнего доступа.
За цеховым сервером закрепляются две основных функции, -
сервера цеховой базы данных, построенного на основе MS SQL-cepвepa, доступ в который обеспечивается из
локальной сети цеха, и моста в заводскую сеть для связи сервера цеха с серверами
иных подразделений, в частности, разработчиков программ ЧПУ (ОМО).
![]()
![]()
Указанный мост реализуется на первом этапе при отсутствии
ЛВС через модемные соединения по коммутируемым каналам связи (внутренней
телефонной сети завода) путем установки на компьютере цехового сервера еще и IntraNet WEB- или FTP- сервера,
доступ к которому из любого подразделения завода будет возможен через WEB - браузер, дающий возможность не только
считывать, но и размещать информацию согласованного формата на цеховой MS SQL-сервер.
На цеховом
сервере хранятся следующие форматы информации:
•
Программы обработки деталей на станках ЧПУ;
•
Электронные копии чертежей деталей;
•
ЗD-модели
деталей;
•
Технологические карты обрабатываемых деталей;
•
Трассы донесений о функционировании каждого из станков ЧПУ
и действий оператора в привязке к идентификатору обрабатываемой
детали;
•
Статистика функционирования АПК MES МО.
Объем информации, доступный по чтению через WEB сервер, определяется правами доступа,
которые должны быть согласованы между администраторами локальной цеховой сети
и сети завода.
Рабочее
место диспетчера цеха.
Компьютер рабочего места диспетчера цеха включен в
локальную сеть цеха. Прикладная программа СРВ, размещенная на этом
компьютере, обеспечивает выдачу на экран монитора информацию, схожую по
структуре с представленной на рис. 4, но уже по всему комплексу станков.
Одновременно на экран выдаётся сводная оперативная статистическая информация
о функционировании станочного парка комплекса и обрабатываемых на нем
деталях. Программное обеспечение компьютера диспетчера цеха также включает
клиентскую часть ПАО доступа к цеховой базе данных.
Рабочее
место службы инжиниринга цеха.
Компьютер рабочего места службы инжиниринга цеха включен
в локальную сеть цеха.
Прикладная программа СРВ, размещенная на этом компьютере, обеспечивает выдачу на экран монитора информацию, схожую по
структуре с представленной на рис. 4,
но по всему комплексу станков. Наряду со статусной информацией, поступающей по сети с каждого рабочего места, на
экране монитора службы инжиниринга
также отображается вся техническая информация о состоянии АПК MES МО, в том числе и все результаты тестов
самопроверок аппаратуры АПК. Программное обеспечение компьютера службы
инжиниринга цеха также включает клиентскую часть ПАО доступа к цеховой базе данных.
Локальная
сеть цеха
Локальная сеть цеха реализуется на базе Ethernet протокола с комбинированной топологией соединения
(общая шина - звезда) и использованием двух коммутаторов-распределителей. В
качестве носителя используется кабель типа AWG24 (четыре экранированные витые пары, категория 6 или 7), обеспечивающий
максимальную помехозащищенность передачи данных в условия цеха. Такая
конфигурация сети позволяет решить все задачи сетевого обмена информацией в цехе при
высокой скорости обмена и относительно низкой стоимости прокладки сетевых коммуникаций.
Типовая отраслевая автоматизированная система управления цехового
уровня участками станков с ЧПУ - MES МО предназначена для
комплексной автоматизации процессов механической обработки деталей РКТ на
оборудовании с ЧПУ и управления ими на цеховом уровне.
Создаваемая MES МО предназначена для всех предприятий отрасли, эксплуатирующих оборудование с ЧПУ. Внедрение типовой отраслевой MES МО должно обеспечить:
· сокращение сроков технологической отработки управляющих программ в 2 - 3 раза;
· сокращение сроков и затрат на производство деталей РКТ на 23% за счет применения лучших мировых практик;
повышение качества выпускаемой продукции за счет повышения достоверности информации, используемой при принятии решений по управлению бизнес процессами на цеховом уровне.
Предлагаемая разработка является инвариантной
частью созданной и постоянно совершенствующейся на протяжении последних 25 лет
автоматизированной системы технологической подготовки и управления производством
ракетно-космической техники РКЗ ФГУП «ГКНПЦ им. М.В. Хруничева», состав
которой представлен в табл. 2.
В состав компонентов этой системы входят
высокоэффективные решения, отработанные при реализации таких всемирно известных
проектов как:
«ПРОТОН», «ПРОТОН-М» (Компьютеризированная
интегрированная система кузнечно-прессового производства – КИПС КПП);
«БРИЗ-М» (Система автоматизированного
проектирования технологических процессов инструментального производства);
«РОКОТ» (Наукоемкие технологии изготовления ковочных
штампов, пресс-форм, форм-блоков и т.п. на оборудовании с ЧПУ с применением
системы ADEM);
«МИР» (Склад элеваторного типа на 32 т (16
ячеек) – прототип автоматизированного паркинга легковых автомобилей);
«МКС», «АНГАРА», «ЯХТА» (Ядро и база знаний
АСТПП, СГУ, BazDok,
TECHCARD и CADMECH фирмы «ИНТЕРМЕХ»).
Эти компоненты являются завершенными
техническими решениями, эксплуатирующимися в жестких производственных условиях.
Аналогов создаваемой MES МО, описанных в
открытой печати, не имеется, так как они тесно связаны с технологией
машиностроительного производства, сведения о которой практически не публикуются
в мировой научно-технической литературе из-за жесткой конкурентной борьбы.
Предлагаемая MES МО является принципиально новой, так как она базируются на теоретических
разработках ученых МАТИ, МГТУ и др. по которым защищено 2 докторских и более
5-ти кандидатских диссертаций, основана на применении международных стандартов
по
методологии функционального моделирования – IDEF и методологии эффективного управления предприятием – MRP – II.
ОБЛАСТЬ ВОЗМОЖНОГО ИСПОЛЬЗОВАНИЯ
РАЗРАБАТЫВАЕМОЙ НТП В ГРАЖДАНСКИХ ОТРАСЛЯХ ПРОМЫШЛЕННОСТИ.
Создаваемая Типовая отраслевая автоматизированная система управления цехового уровня участками станков с ЧПУ может быть использована на большинстве машиностроительных предприятий гражданских отраслей промышленности. По оценкам независимых зарубежных экспертов производительность труда на самых передовых российских машиностроительных предприятиях в настоящий момент составляет не более 17 % по отношению к фирме «Боинг». Резко повысить ее возможно за счет комплексной компьютеризации на базе внедрения ИПИ (CALS) – технологий, создания компьютеризированных малолюдных производств, работающих по безбумажной технологии. Однако, это невозможно без проведения кардинального реформирования в сфере управления, которое должно опираться на высокотехнологичные, зарекомендовавшие себя стратегии организации современного бизнеса. CALS (Continuous Acquisition and Life-cycle Support – непрерывная информационная поддержка жизненного цикла продукта) – стратегия систематического повышения эффективности, производительности и рентабельности процессов хозяйственной деятельности корпорации (Центра) за счет внедрения современных методов информационного взаимодействия участников жизненного цикла продукта. Внедрение ИПИ на предприятии обычно предполагает: полное или частичное реформирование процессов на предприятии, включая проектирование, конструирование, подготовку производства, закупки, производство, управление производством, материально-техническое снабжение, сервисное
Состав типовой АСТПП Таблица 2
|
переделов (Отделы службы Главного
технолога) Типовые этапы ТПП |
Металлур-гическое (ОГМет) |
Механосборочное (ОМО) |
Листоштамповочное (ОХШ) |
Изготовление деталей из неметаллов, гальванические
и лакокрасочные покрытия (ОНЕМЕТ) |
Сварочносборочное (ОГС) |
Погрузочно-разгрузочные и транспортно-складские
работы (ОМАПП) |
Клепальносборочное (ОКСР) |
Электро-физико-химическая обработка (ОНТ) |
||||
|
Кузнечное |
Литейное |
Термическое |
||||||||||
|
|
3 |
2 |
1 |
29 |
5 |
3 |
25 |
2 |
21 |
1 |
||
|
Предпроектное
обследова-ние, анализ эффективнос-ти ИПИ-технологий, пред-ложения по реструктури-зации бизнес процессов при
освоении нового изделия (ОАСУ ТП) |
Системы
бизнесаналитики – BI-системы (IDEF0, BPWin,
ARIS), Контрольный список Оливера Уайта. Создание отраслевой методики предпроектного
обследования и оценки эффективности мероприятий по внедрению ИПИ - технологий
при производстве ракетно – космической техники - ЭФ ИПИ. |
|||||||||||
|
Формирование,
хранение и обращение конструкторско - технологической документа-ции в
электронном виде (ОГК, ОТД) |
CAD/CAM/CAE/PDM– системы (CATIA, Unigraphics, Solid Edge, Team Center) Создание отраслевой методики по
формированию, хранению и обращению конструкторско – технологической
документации в электронном виде - ОМ ЭКТД. |
|||||||||||
|
Решение
общих вопросов ТПП (ОГТ) |
Системы
управления проектом – РМ (Microsoft Project) Создание
типовой базы знаний в области ИПИ – технологий - БЗ ИПИ. |
|||||||||||
|
Формирование межцеховых маршрутов -
предварительное технологическое планирова-ние (ТОРМН) |
Система
планирования технологических процессов - Team
Center Типовая отраслевая
автоматизированная система предварительного планирования производства новых
изделий ракетно - космической техники на основе изделий – аналогов - ТО АСПП |
|||||||||||
|
Проектирование
рабочих маршрутных и операцион-ных ТП (БТП цехов) |
ЕОСАП ТП КПП |
|
|
|
|
|
|
|
|
|
||
|
Формирование
комплектов технологической
документа-ции (БТП цехов) |
Создание типовой отраслевой базы данных
технологического назначения для автоматизированного формирования комплектов технологической
документации по всем видам технологических переделов с использованием
лицензионных программных продуктов фирмы «Интермех» - БД «ИНТЕРМЕХ» |
|||||||||||
|
Проектирование
СТО (Служба Гл. технолога) |
ИПИ СТО КПП |
|
|
|
|
|
|
|
|
|
||
|
Изготовление
СТО (ИП) |
|
|
|
|
|
|
|
|
|
|||
|
Оптимизация
процессов (ОАСУ ТП) |
|
|
|
MES МО |
|
|
|
|
|
MES ЭЭ ИП |
||
обслуживание; использование современных информационных технологий; совместное использование данных, полученных на различных стадиях жизненного цикла продукта; использование международных стандартов в области информационных технологий в целях успешной интеграции, совместного использования и управления информацией.
Используемые при этом технологии анализа и реинжиниринга бизнес процессов (BPR), автоматизированного проектирования и технологической подготовки производства (CAD/CAM/CAE) хранения и управления данными о продукте (PDM) и др. объединены понятием ИПИ - технологий. Таким образом, повышение конкурентоспособности, эффективности и производительности бизнеса с помощью ИПИ осуществляется за счет современного подхода к организации информационного взаимодействия всех участников жизненного цикла продукта.
Разработка стратегии внедрения ИПИ начинается с анализа целей и задач предприятия, применимости ИПИ - технологий, выбора и адаптации средств и методов для решения задач, стоящих перед предприятием. Успех внедрения ИПИ в большей мере зависит от того, насколько детально проработан подход и тщательно контролируется реформирование: бизнес процессов; организации и методов работы персонала (во всем виртуальном предприятии); поддерживающей информационной инфраструктуры и технологии.
Процесс внедрения
ИПИ должен носить последовательный характер. ИПИ - технологии рассматриваются
как набор методик и инструментов, масштаб внедрения которых определяется с
учетом обстоятельств и по мере накопления опыта. Предлагаемая MES МО позволяет
принять эффективное, взвешенное решение
о создании таких производств, так как аккумулирует в себе огромный
научно-технический потенциал, накопленный при реализации программ освоения
космического пространства, одним из признанных лидеров в мире ФГУП «ГКНПЦ им.
М.В. Хруничева».
СРОКИ РАЗРАБОТКИ, ЗАТРАТЫ И
ИСТОЧНИКИ ФИНАНСИРОВАНИЯ.
При внедрении ИПИ необходимо учитывать: ИПИ - идеология, пропагандирующая коллективный стиль работы, современные методы управления информацией и создание информационной инфраструктуры поддержки жизненного цикла продукта; независимо от того, рассматривается ли внедрение ИПИ как стратегический шаг к повышению конкурентоспособности предприятия или как требование важного для предприятия заказчика, необходимо разработать такую стратегию внедрения ИПИ, которая позволила бы получить максимальный экономический эффект.
Предполагается параллельно вести работы по завершению и совершенствованию Типовой отраслевой автоматизированной системы управления цехового уровня участками станков с ЧПУ (НИР (ОКР)) и работы по её подготовке и тиражированию в соответствии с потоком поступающих от предприятий заявок на её приобретение и внедрение. Так как предлагаемые решения реально опробованы в производственных условиях РКЗ, то в 2007 г. возможно удовлетворить первоначальную потребность предприятий РОСКОСМОСА при наличии финансирования, указанного в заявке. На устойчивое тиражирование MES МО и оказание технической помощи в проведении работ по её внедрению на машиностроительных предприятиях предполагается выйти к концу 2009 г.
При наличии финансирования сроки создания и отработки MES МО составят 4 года. Финансирование затрат должно осуществляться из госбюджета (50%) и внебюджетных фондов (50%). Объемы финансирования из госбюджета по годам приведены в таблице 2:
Объемы финансирования создания MES МО из госбюджета. Таблица 2.
|
Содержание работ |
Затраты по годам (тыс. руб.) |
||||
|
Всего |
2007 |
2008 |
2009 |
2010 |
|
|
Разработка версий MES МО |
30 000 |
14 000 |
6 000 |
6 000 |
4 000 |
|
Тиражирование и организационно – методическое сопровождение MES МО |
4 000 |
500 |
1 500 |
1 500 |
500 |
|
Оказание технической помощи в проведении работ по внедрению MES МО на машиностроительных предприятиях. |
6 000 |
500 |
2 500 |
2 500 |
500 |
|
Итого |
40 000 |
15 000 |
10
000 |
10
000 |
5
000 |
Всего на создание MES МО из средств госбюджета требуется 40 000 тыс. руб.
СООТВЕТСТВИЕ СОЗДАВАЕМОЙ НТП ТРЕБОВАНИЯМ
РОССИЙСКИХ И МЕЖДУНАРОДНЫХ СТАНДАРТОВ, СТЕПЕНЬ ЕЁ КОНКУРЕНТОСПОСОБНОСТИ НА ВНУТРЕННЕМ
И ВНЕШНЕМ РЫНКАХ.
Создаваемая Типовая отраслевая автоматизированная система управления цехового уровня участками станков с ЧПУ соответствует требованиям стандартов:
- ISA – S95. Стандарт на
построение систем класса MES.
- MRP II (Manufacturing Resource Planning – Планирование ресурсов предприятия).
- ГОСТ Р ИСО 9001-2001 Системы менеджмента качества.
- ГОСТ Р ИСО 9004-2001 Системы менеджмента качества. Рекомендации по улучшению деятельности.
- ГОСТ
Р ИСО 10303.
- ГОСТ 19.701 – 90 (ИСО 5807 – 85) Схемы алгоритмов, программ, данных и систем. Условные обозначения и правила выполнения.
- ГОСТ 34.320 – 96 Концепции и терминология для концептуальной схемы информационной базы.
- ГОСТ 28195 – 89 Оценка качества программных средств. Общие положения.
- ГОСТ Р ИСО/МЭК 9126 – 93 Оценка программной продукции. Характеристики качества и руководства по их применению.
- ГОСТ Р ИСО/МЭК 12207 – 99 Процессы жизненного цикла программных средств.
- ГОСТ Р ИСО/МЭК 12119 – 2000 Пакеты программ. Требования к качеству и тестирование.
Создаваемая MES МО использует накопленный академиками С. П. Королевым, В. П. Мишиным, В. Н. Челомеем, Г. Е. Лозино-Лозинским, П. Н. Беляниным и другими выдающимися отечественными учеными и организаторами производства опыт проектных технологических решений, при создании автоматизированных малолюдных компьютеризированных производств, работающих по безбумажной технологии в рамках проектов: «Буран – Энергия» (изготовление заготовок ТЗП на НПО «Технология» г. Обнинск, сквозное проектирование и изготовление ТЗП на НПО «Молния» и ТМЗ, изготовление 35 наименований корпусных деталей гидротопливной аппаратуры на автоматической линии с программным управлением АЛП-3-2 ММЗ «Рассвет»); «Протон-М» (изготовление заготовок в компьютеризированной интегрированной производственной системе кузнечно-прессового цеха, изготовление деталей на участках фрезерных, токарных станках и обрабатывающих центрах с групповым управлением от центральных кустовых вычислительных центров); «Бриз-М» (изготовление деталей на станках с ЧПУ с DNS терминальными станциями ЭНИМС); «Рокот» (проектирование-изготовление в едином цикле средств технологического оснащения на станках с ЧПУ по системе ADEM); «12КВРБ» (проектирование-изготовление в едином цикле на станках с ЧПУ по системе CATIA трубопроводов с использованием электронных моделей вместо физических носителей геометрической информации – эталонных деталей, шаблонов и плазов); «Ангара» (формирование в электронном виде рабочих технологических процессов сварочно-сборочного, гальванического, электротехнического и других производств по системе TECHCARD и CADMECH фирмы Интермех) и других.
MES МО не уступает, а по многим типовым проектным технологическим решениям существенно превосходит лучшие отечественные и зарубежные аналоги.
ПОКАЗАТЕЛИ ТЕХНИЧЕСКОГО УРОВНЯ СОЗДАВАЕМОЙ
НТП.
Типовая отраслевая автоматизированная система управления цехового уровня участками станков с ЧПУ должна обеспечить:
· сокращение сроков технологической отработки управляющих программ в 2 - 3 раза;
· сокращение сроков и затрат на производство деталей РКТ на 23% за счет применения лучших мировых практик;
· повышение
качества выпускаемой продукции за счет повышения достоверности информации,
используемой при принятии решений по управлению бизнес процессами на цеховом
уровне.
ПЛАНИРУЕМЫЕ ОБЪЁМЫ СЕРИЙНОГО ВЫПУСКА
СОЗДАВАЕМЫХ ИЗДЕЛИЙ НА ПЯТИЛЕТНИЙ ПЕРИОД.
Планируемые объёмы серийного выпуска Типовой отраслевой автоматизированной системы управления цехового уровня участками станков с ЧПУ и оказании услуг по её внедрению представлены в табл. 3.
Планируемые объёмы внедрения MES МО.
Таблица 3.
|
Наименование работ |
Всего |
2007 |
2008 |
2009 |
2010 |
|
Тиражирование для предприятий РОСКОСМОСА |
26 |
2 |
4 |
8 |
12 |
|
Услуги по внедрению MES
МО на предприятиях
РОСКОСМОСА |
20 |
1 |
2 |
6 |
11 |
|
Тиражирование для гражданских предприятий |
15 |
1 |
2 |
4 |
8 |
|
Услуги по внедрению MES
МО на гражданских предприятиях. |
10 |
1 |
1 |
2 |
6 |
|
Итого |
41/30 |
3/2 |
6/3 |
12/8 |
20/17 |
ПРЕДПОЛАГАЕМЫЙ ЗАВОД – ИЗГОТОВИТЕЛЬ.
Предполагается, что тиражирование Типовой отраслевой автоматизированной системы управления цехового уровня участками станков с ЧПУ и оказание услуг по её внедрению будет осуществляться специализированным подразделением ФГУП «НТО «ТЕХНОМАШ» с привлечением специалистов «ГКНПЦ им. М. В. Хруничева» и НИП «Курс».
ОБЪЕМЫ СРЕДСТВ И ИСТОЧНИКИ ФИНАНСИРОВАНИЯ ПОДГОТОВКИ
ПРОИЗВОДСТВА, НАЧАЛО СЕРИЙНОГО ОСВОЕНИЯ.
Стоимость выполнения работ по проекту НИР (ОКР) и на организацию производства в тыс. руб. представлена в табл.4.
Стоимость выполнения работ по
созданию MES
МО. Таблица 4.
|
Наименование
работ |
НИР
(ОКР) ГБ |
Организация
производства
Вне
бюджетные средства |
|
Создание версий MES МО |
30 000 |
- |
|
Тиражирование MES МО |
4 000 |
5 000 |
|
Услуги по внедрению MES МО |
6 000 |
35 000 |
|
Всего |
40 000 |
40 000 |
Предполагается работы по созданию
Типовой отраслевой
автоматизированной системы управления цехового уровня участками станков с ЧПУ и
оказание услуг по её внедрению осуществлять параллельно, начиная с 2007 г.
АНАЛИЗ РЫНКОВ СБЫТА СОЗДАВАЕМОЙ ПРОДУКЦИИ, В
ТОМ ЧИСЛЕ ДВОЙНОГО НАЗНАЧЕНИЯ.
Процесс внедрения ИПИ должен носить последовательный характер. ИПИ-технологии рассматриваются как набор методик и инструментов, масштаб внедрения которых определяется с учетом обстоятельств и по мере накопления опыта.
На Российском рынке практически отсутствуют импортные программные продукты для автоматизации ТПП РКТ. Отраслевая наука, разработки которой в недавнем прошлом эксплуатировались на предприятиях РОСКОСМОСА и гражданских отраслях промышленности, в настоящее время утратила свои позиции и ждать, в ближайшее время, от нее необходимых решений не имеет смысла. Многолетний опыт показал, что в производство внедряются только те разработки в области автоматизации ТПП, в которых непосредственное участие принимают специалисты завода. Поэтому были приняты предложения ученых МАТИ, МГТУ им. Н. Э. Баумана и Научно – Исследовательского Центра Автоматизированных Систем Конструирования о создании методологии предпроектного обследования, разработки Концепции ядра и отдельных компонентов АСТПП. Предполагается реализовать единую методику их проектирования в едином информационном пространстве с максимально возможным использованием имеющихся и вновь приобретаемых аппаратно-программных средств. Работы выполняются с широким привлечением студентов-старшекурсников, которые, в соответствии с заключенными контрактами, будут затем работать в тех же отделах предприятий РОСКОСМОСА с разработанными ими программными продуктами на созданных с их участием АРМ, что позволит свести к минимуму период адаптации молодых специалистов-выпускников МАТИ, МГТУ, МАИ к производственным условиям. Подобные комплексные работы практически не выполняются отечественными и зарубежными консалтинговыми фирмами. Поэтому потенциал рынков сбыта Типовой отраслевой автоматизированной системы управления цехового уровня участками станков с ЧПУ и оказании услуг по её внедрению может быть оценён как весьма высокий и перспективный.
ПРОИЗВОДСТВЕННЫЕ, ТЕХНИЧЕСКИЕ, СОЦИАЛЬНЫЕ И ЭКОНОМИЧЕСКИЕ ЭФФЕКТЫ, ДОСТИГАЕМЫЕ В РЕЗУЛЬТАТЕ РЕАЛИЗАЦИИ ПРОЕКТА.
Подготовка, тиражирование Типовой отраслевой автоматизированной системы управления цехового уровня участками станков с ЧПУ и оказание услуг по её внедрению на предприятиях РОСКОСМОСА и машиностроительных предприятиях гражданских отраслей с целью внедрения отработанных и проверенных на практике решений позволит резко повысить уровень наукоемкости машиностроительной продукции, придаст необходимую мобильность и гибкость промышленным предприятиям, что будет способствовать их возрождению, реструктуризации и приобретению необходимых навыков в конкурентной борьбе на международных рынках, тем самым, способствуя увеличению производства промышленной продукции, повышению уровня заработной платы работающим, увеличения отчислений в Федеральный бюджет и решению особо острых социальных проблем.
ПРЕДЛОЖЕНИЯ ПО ОБЪЕМУ ПРИВЛЕКАЕМЫХ ВНЕБЮДЖЕТНЫХ СРЕДСТВ.
Создание Типовой отраслевой автоматизированной системы управления цехового уровня участками станков с ЧПУ и оказание услуг по её внедрению требует значительных финансовых затрат. Для снижения финансовой нагрузки на предприятие необходимо в качестве инвестиционных средств на разработку и внедрение MES МО рассматривать собственные и заемные средства. Доля собственных средств в инвестициях - 30% и заемных средств - 70%. К собственным средствам относятся амортизация и чистая прибыль предприятия, к заемным кредиты банков.
Общая сумма затрат на MES МО, финансируемых из внебюджетных средств, составляет40 000 тыс. рублей.
Итого затраты на создание Типовой отраслевой автоматизированной системы управления цехового уровня участками станков с ЧПУ и оказание услуг по её внедрению составят 80 000 тыс. руб.
ПАТЕНТОСПОСОБНОСТЬ СОЗДАВАЕМОЙ НТП.
Типовая отраслевая автоматизированная система
управления цехового уровня участками станков с ЧПУ относится к области информационных
технологий, алгоритмы и программы которых не подлежат патентованию.
Предусмотрена возможность реализации MES МО по лицензионному соглашению со смежными предприятиями отрасли после её внедрения на ведущих предприятиях РОСКОСМОСА.
ВЗАИМОСВЯЗЬ С ИНВЕСТИЦИОННОЙ ПРОГРАММОЙ
ПРЕДПРИЯТИЯ ПОТРЕБИТЕЛЯ.
Типовая отраслевая автоматизированная система управления цехового уровня участками станков с ЧПУ разрабатывается в целях обеспечения выполнения международных договоров с правительствами стран Южной Кореи, Индии, Казахстана, Европейским Экономическим Сообществом, совместным Российско-Американским предприятием ILS между ГКНПЦ им. М.В. Хруничева с российской стороны и «Локхид-Мартин» США. В рамках этих договоров инвестируются средства в создание таких изделий как: модернизированные РН «Протон», РН «Рокот», криогенный разгонный блок 12 КРБ, малые космические аппараты «КазСат», ракетно-космический комплекс «Байтерек», 1-ая ступень РН KSLV-1.
В рамках госбюджета осуществляется инвестирование средств в создание новых экологически безопасных унифицированных РКН легкого, среднего и тяжелого классов типа «Ангара», разгонного блока «Бриз - М», кислородно-водородного разгонного блока КВРБ для РН «Протон-М» и «Ангара». Работы ведутся с Российским Федеральным космическим агентством (ФКА) и Министерством Обороны РФ.
ПРОЕКТ КАЛЕНДАРНОГО ПЛАНА.
Проект календарного плана создания Типовой отраслевой автоматизированной системы
управления цехового уровня участками станков с ЧПУ и оказанию услуг
по её внедрению представлен в табл. 5.
Проект календарного плана.
Таблица 5.
|
№ п/п |
Наименование
работ и основных этапов |
Срок выполнения начало, окончание (месяц, год) |
Расчетная
цена этапа, тыс. руб. |
Вид отчетности |
|
Этап 1 |
Создание первой версии MES МО |
01.
2007 09.
2007 |
14 000 |
Акт
тестирования |
|
Этап 2 |
Тиражирование и
организаци-онно – методическое сопровож-дение первой версии MES МО |
10.
2007 09.
2008 |
2 000 |
Акт
приемки-сдачи |
|
Этап 3 |
Услуги по внедрению первой версии MES МО |
10.
2007 12.
2008 |
3 000 |
Акты
внедрения. |
|
Этап 4 |
Создание второй версии MES МО |
10.
2007 12.
2008 |
6 000 |
Акт
тестирования |
|
Этап 5 |
Тиражирование и организаци-онно – методическое сопровож-дение второй версии MES МО |
12.
2008 12.
2010 |
2 000 |
Акт
приемки-сдачи |
|
Этап 6 |
Услуги по внедрению второй версии MES МО |
12.
2008 12.
2010 |
3 000 |
Акты
внедрения. |
|
Этап 7 |
Создание третьей версии MES МО |
01.
2009 12.
2010 |
10 000 |
Акт
тестирования |
|
|
|
Итого |
40 000 |
|
ЛИТЕРАТУРА
1. Павлюченко А. Д., Глухов В. В., Черняков А. Г., Маляренко И. С.
MES – ключевой элемент единой информационной системы управления предприятием. Ежемесячный научно-технический и производственный журнал «Автоматизация в промышленности» №9 2005 г. Стр. 38 – 44.
2. А. В. Воронцов, В. Д. Костюков, А. И.
Островерх, С. А. Лобова
Проблемы внедрения информационных технологий
на производственных предприятиях. Научно-технический журнал «Информационные
технологии в проектировании и производстве» №1 2006 г. Стр.56-63.
3. CALS – технологии в
технологической подготовке производства авиакосмической техники. В. Д.
Костюков, Э. М. Годин, В. П. Соколов, М. Л. Сокольский, А. П. Баранов; Под ред.
Э. М. Година. – М.: Изд-во МАИ, 2005. – 552 с.: ил.
ISBN 5-7035-1621-8
3.
ANS/ISA
– 95.00.01 – 2000. Enterprise – Control System
Integration Part 1: Models and Terminology.
4.
Р 50.1.028 – 2001. Рекомендации по стандартизации. Информационные
технологии поддержки жизненного цикла продукции. МЕТОДОЛОГИЯ ФУНКЦИОНАЛЬНОГО
МОДЕЛИРОВАНИЯ. ГОССТАНДАРТ. Москва. 2001. –53 с.: ил.
5. Шопин А. Г., Михайлин С.А. Продукт SIMANTIC IT от Siemens для создания MES.
Ежемесячный научно-технический и производственный журнал «Автоматизация в промышленности» №9 2005 г. Стр. 50 – 53.
7. The Oliver Wight Class ABCD Checklist for Operational Excellence (Контрольный список ABCD Оливера Уайта для оценки качества деятельности компании). Компания OLIVER WIGHT INTERNATIONAL, INC. Пятое издание. 2003 г.
8.
Островерх А.И., Сычев В.Н., Костюков В.Д., Селиверстов
А.И. Результаты анализа деятельности РКЗ ГКНПЦ им. М. В. Хруничева по внедрению
информационных технологий.
Научно-технический журнал «Информационные технологии в проектировании и
производстве» №4 2005 г. Стр. 7-22.
9.
Островерх А.И., Сычев В.Н., Костюков В.Д., Лобов Е.Д.
Стратегическое планирование системы технологической подготовки производства. Научно-технический журнал «Информационные
технологии в проектировании и производстве» №1 2005 г. Стр.14-20.